Обратное проектирование (reverse engineering (англ.)) является распространенной научно-практической задачей при восстановлении или замене различных элементов оборудования. Уровень сложности задачи зависит от конструкции проектируемого изделия. Сложность обратной разработки конической передачи заключается в том, что она является пространственной. Тем не менее задачу можно решить с использованием одного лишь штангенциркуля и некоторых приемов.
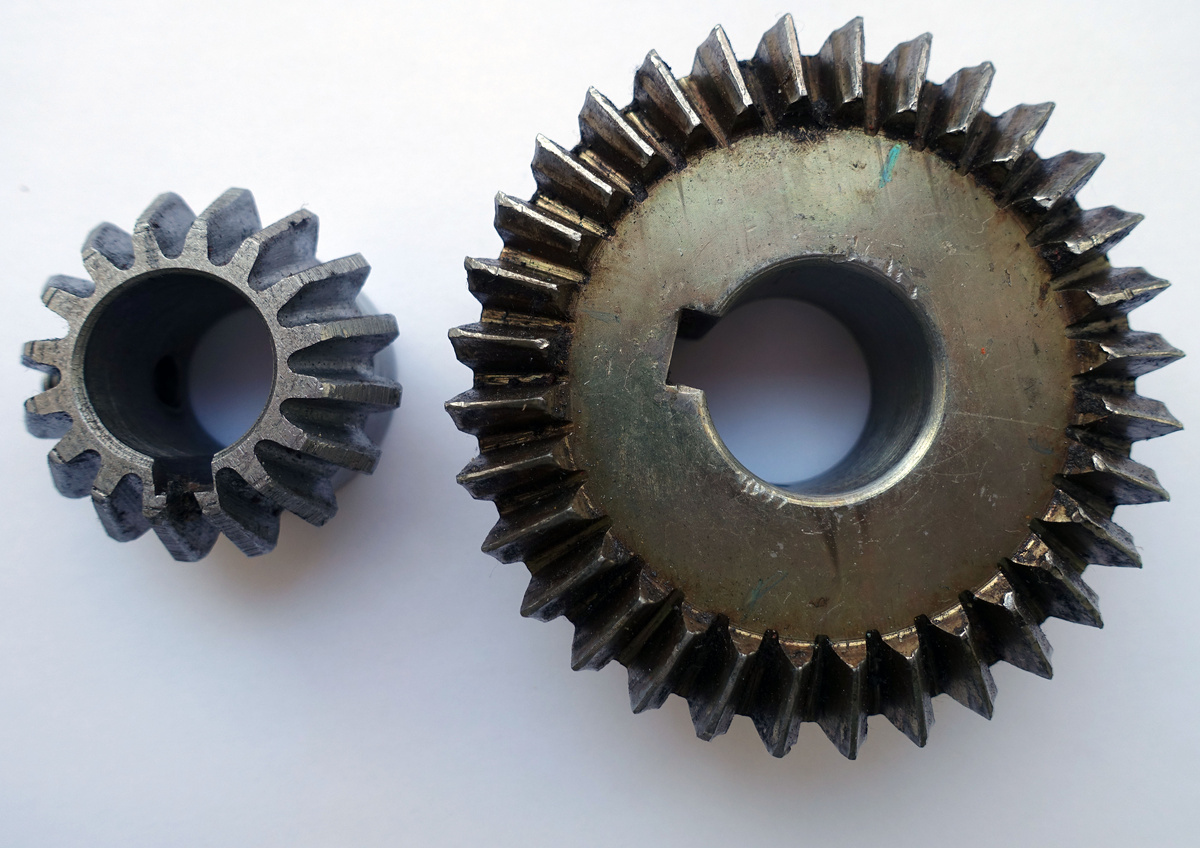
На рис. 1 приведен снимок обратно разрабатываемых деталей конической передачи.
Коническая передача характеризуется значительным количеством параметров, что на первый взгляд может вызывать затруднения. Однако наиболее важным является установление:
- чисел зубьев z1, z2 (что не представляет никаких трудностей);
- модуля передачи m, мм;
- коэффициентов смещения x1, x2.
Ориентировочное значение модуля в конической передаче можно определить путем измерения высоты зуба h, мм (рис. 2).
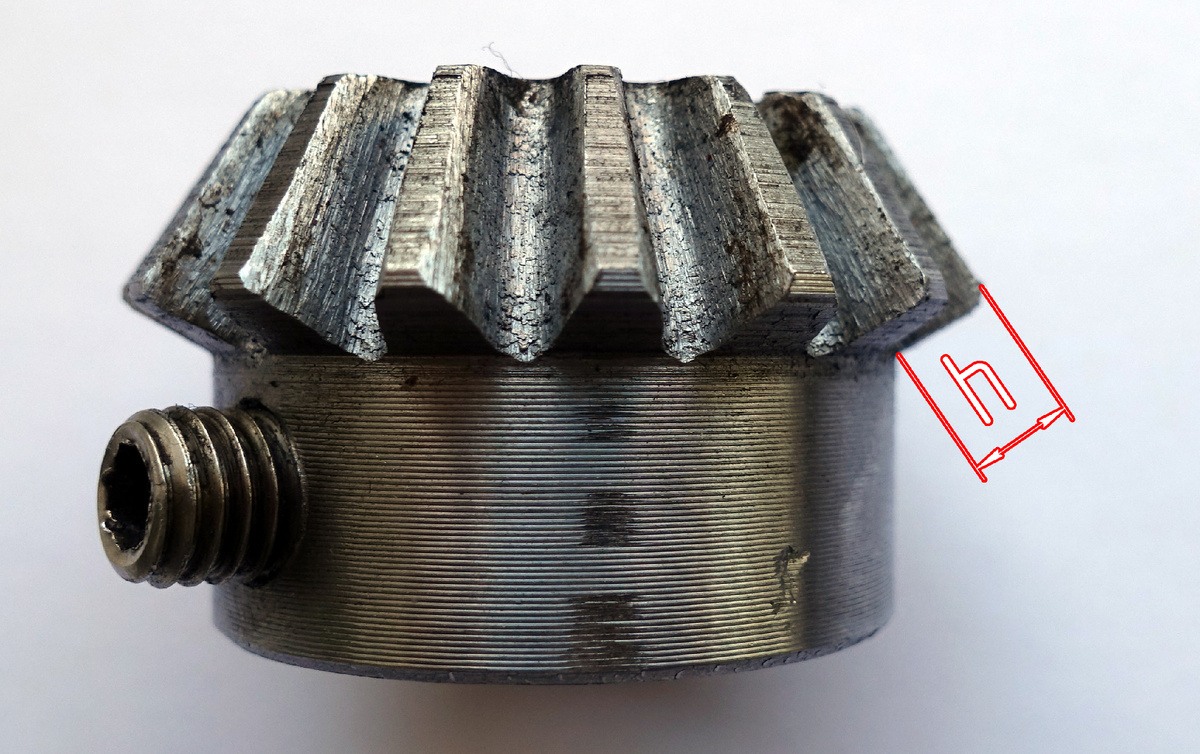
Формула для определения модуля m, мм
В рассматриваемом примере высота зуба, измеренная штангенциркулем, составила 5,61 мм. Модуль
Следовательно, у такой конической передачи стандартный модуль, значение которого составляет 2,5 мм (ГОСТ 9563-60).
Конические передачи изготавливают, как правило, равносмещенными
Для прямозубых конических передач предварительные значения коэффициентов смещения можно принять согласно ГОСТ 19624-74 (табл. 1). Для рассматриваемого случая они были приняты (при z1 = 16 и z2 = 32):
Наиболее важным этапом при замерах конической передачи является определение внешнего конусного расстояния R, мм. Поскольку эта величина является пространственной, ее значение можно определить лишь ориентировочно. Для этого следует установить шестерню и колесо в рабочем положении, под углом 90°. При этом поверхности обратных конусов должны мысленно касаться одной плоскости, как показано красным цветом на рис. 3. Замер показан на рис. 4. Значение внешнего конусного расстояния составило
Проверка полученного значения осуществлялась в программе Bevel gears x64
В табл. 2 сведены результаты расчета, согласно которым фактическое значение внешнего конусного расстояния должно составлять 44,721 мм. Это справедливо для равносмещенных (x2 = -x1) и нулевых передач (x1 = x2 = 0).
Дальнейшие предварительные замеры диаметров конусов вершин показали, расхождение с расчетными значениями: в меньшую сторону у шестерни, в большую – у колеса. Это может свидетельствовать об отсутствии смещения у передачи либо о погрешностях изготовления деталей.
По многочисленным исследованиям и ГОСТ 19624-74 такие передачи регламентированы только со смещением. В результате, следующим этапом является моделирование шестерни и колеса по расчетным зависимостям (табл. 2). При этом, ввиду указанного расхождения, будет необходимо корректирование взаимного расположения деталей, о чем будет рассказано ниже.
О моделировании конической передачи с помощью Bevel gears x64 рассказано в следующих видео:
Любая шестерня во FreeCAD или КОМПАС-3D
Генерирование 3D-модели зубчатого колеса, шестерни в КОМПАС-3D и Bevel gears x64
Результат моделирования показан на рис. 5.
В процессе моделирования у колеса была увеличена ширина зубчатого венца с 12,5 мм до 13,4 мм – как у шестерни (рис. 9 и 10). Как видно из рис. 5, это не повлияло на соседство зубьев колеса и шпонки шестерни.
Для корректирования положения деталей следует замерить габаритные размеры исследуемой передачи (рис. 6, 7). Детали при замере должны быть сопряжены как в рабочем положении (рис. 3). Затем ставится отметка по крайней точке ступиц колеса (рис. 6, а) и шестерни (рис. 7, а). После этого проводится измерение расстояния согласно рис. 6, б, рис. 7, б.
Полученные размеры оригинала следует сравнить с размерами 3D-модели (рис. 8, а).
Полученный результат дополнительно показал, что в оригинальной передаче смещение шестерен отсутствует либо крайне мало, поскольку один из размеров оригинала со стороны шестерни меньше
а со стороны колеса – больше
Несмотря на то, что конструкции многих редукторов допускают регулирование взаимного положения валов, корректирование длины ступиц будет предпочтительным решением на данном этапе (рис. 8, б). С учетом некоторых погрешностей измерений были приняты средние корректирующие величины. В результате габаритные размеры у скорректированной передачи составили: 79,7 мм и 60,7 мм.