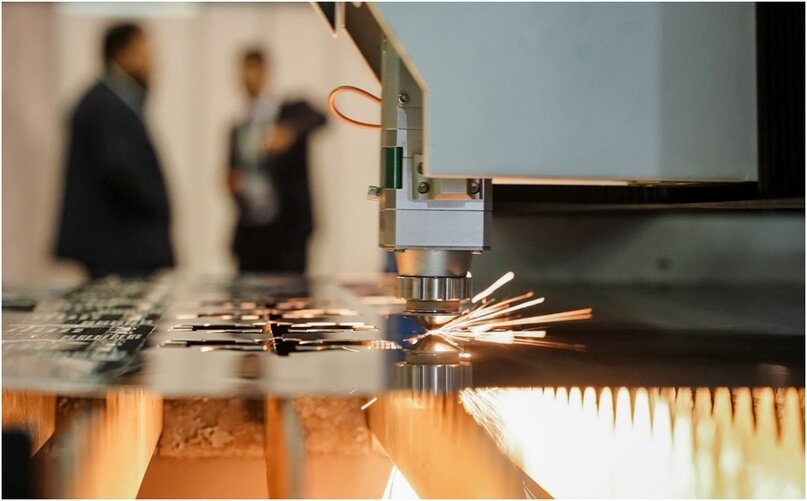
Газолазерная резка является одним из передовых способов обработки металла. У этой технологии много преимуществ: получение узких резов и качественных кромок, которые не требуют дополнительной обработки, быстрое охлаждение кромок и отсутствие деформации заготовки. Благодаря последнему, метод подходит для обработки сплавов чувствительных к нагреву. Все это позволяет сократить и удешевить производственный процесс, что актуально для изготовления высокоточных и дорогостоящих деталей.
Принцип технологии заключается в локальном нагреве и расплавлении материала сфокусированным лучом с удалением жидкой части с помощью газовой струи. Однако, газ не только удаляет расплавленный металл из зоны реза, но и выполняет другие полезные функции. Например, усиливает режущую способность лазерного луча за счет повышения температуры в зоне реза или наоборот — защищает материал от окисления и перегрева. Выбор вспомогательного газа зависит от типа сплава: черный, цветной, тугоплавкий. Кратко рассмотрим их и начнем с газов, подходящих для обработки черных металлов.
Кислород

Используется для резки черных металлов. К ним относятся конструкционные (углеродистые) и низколегированные стали, обладающие низкой теплопроводностью. Применение этого газа в качестве вспомогательного повышает скорость резки, но чем больше в кислороде примесей, тем хуже результат и ниже скорость резки. За счет интенсивного горения кислорода значительно увеличивается температура нагрева металла и лазерный луч справляется с достаточно массивными заготовками. Подходит для заготовок толщиной свыше 5 мм.
Недостатки метода:
- появление оксидной пленки на кромках, которая ухудшает «сцепление» лакокрасочных, порошковых и защитных покрытий с металлической поверхностью;
- необходимость снижения подачи кислорода на толщинах свыше 12 мм чтобы избежать перегрева заготовки и связанной с ним деформации кромок;
- высокие требования к чистоте кислорода — не менее 99,95%, в противном случае скорость резки может снизиться.
Таким образом, кислород в качестве вспомогательного газа подходит для резки черных металлов средней и большой толщины, а также материалов с низкой теплопроводностью и стойкостью к термической деформации.
Азот
Применение азота целесообразно, если недопустимо окисление разрезаемого металла. Отлично подходит для резки высоколегированных сталей, нержавейки, никеля, алюминия и латуни. Этот газ позволяет получить чистые и ровные кромки без нагара и оксидных пленок, так как зона реза не контактирует с кислородом. Также его можно использовать для продувки оптического тракта лазера между технологическими операциями. К другим преимуществам азотно-лазерной резки можно отнести следующее:
- нет перегрева заготовок и термической деформации;
- не образуется окалина — кромки не требуют дополнительной обработки;
- сохраняется оптимальная стойкость металла к коррозии;
- высокая скорость реза.
При планировании работ с азотом надо учитывать, что он лучше всего справляется с заготовками толщиной до 5 мм. При необходимости аппарат может резать металл толщиной до 25 мм, но это довольно дорого из-за большого расхода газа. Также необходимо учитывать, что азот требует более глубокой фокусировки лазерного луча и повышенного давления при подаче газа, из-за этого увеличивается ширина реза. По этой причине такие толстые детали обрабатывают только на высокоточном производстве, где важно обеспечить надлежащее качество кромок.
Сжатый воздух
Считается недорогой альтернативой предыдущим видам газа, так как атмосферный воздух содержит 78% азота и 21% кислорода, 1% приходится на углекислый и инертные газы. То есть, с помощью сжатого воздуха можно обрабатывать более толстые заготовки из черного металла, чем при использовании чистого азота.
Но здесь важно учитывать недостатки:
- появление оксидной пленки на кромках – снижение механических свойств материала, потемнение кромки, наличие шероховатостей;
- воздух в производственных помещениях часто содержит частицы масла, пыли и влаги, что приводит к загрязнению фокусирующей оптики. Эти примеси необходимо удалять.
Параллельно сжатый воздух используется для охлаждения фокусирующей линзы лазера. При длительной, интенсивной работе эта деталь нагревается до высоких температур, что уменьшает срок ее службы. Чтобы избежать лишних трат, связанных с заменой линзы и простоем оборудования, ее охлаждают сжатым воздухом. При этом важно учитывать, что воздух в производственных помещениях часто содержит частицы масла, пыли и влаги. Эти примеси необходимо удалять, чтобы избежать помутнения линзы и нарушения работы лазерного станка. Об этом подробнее в разделе о компрессорах.
Инертные газы
К истинным инертным газам относятся аргон и гелий, который чаще всего применяются для резки титана и его сплавов. Это тугоплавкий металл, который, вступая в реакцию с кислородом и азотом, окисляется, становится ломким. Поэтому для резки этого материала подходят только инертные газы. С их помощью можно резать практически любой «капризный» сплав, включая материалы с высокой теплопроводностью — медь и алюминий. Аргон и гелий не вступают в химические реакции с металлами, не образуют оксидов и защищают место реза от воздействия кислорода. Благодаря этому кромки получаются чистыми и яркими, их не нужно дополнительно зачищать — можно сразу сваривать или наносить защитное покрытие. Идеальный вариант, у которого нет недостатков, кроме высокой стоимости. По этой причине аргон используется только для резки титана и дорогостоящих алюминиевых сплавов толщиной до 5 мм, в особых случаях — до 20 мм.
Для лазерных станков по резке металла в основном используется азот, либо кислород. Главное назначение этих газов — резка конструкционных (углеродистых) сталей. Здесь кислород и азот выступают в качестве альтернативы сжатому воздуху (с присущими ему плюсами и минусами). У них есть преимущества:
- не требуют наличия компрессора;
- не нуждаются в дополнительной очистке от примесей.
Заправить газификатор гораздо проще, чем возиться с обслуживанием компрессора, заменой фильтров и осушителей. По этой причине сжатый воздух все чаще заменяется другими газами.
Вспомогательное оборудование для лазерных станков
Базовая комплектация лазерных металлорежущих станков может включать в себя компрессор и газификатор. Рассмотрим подробнее, для чего они нужны и в чем их преимущества.
Компрессор
Устройство применяется для подачи сжатого воздуха. При этом компрессор оснащается дополнительным оборудованием для его очистки: фильтрами и осушителями. Для лазерных станков с ЧПУ лучше приобретать безмасляные компрессоры, чтобы обеспечить максимальную чистоту воздуха.
Газификатор
Газификаторы или криоцилиндры представляют собой автономные комплексы по хранению и выдаче сжиженного газа: кислорода, азота, аргона, гелия. Газификаторы состоят из одной или нескольких емкостей со сжиженным газом, транспортной рамы, системы заправки, испарителя и запорной арматуры. Кроме этого, они не требуют подключения к электросети.
В базовую комплектацию входит:
- сосуд из нержавеющей стали с экранно-вакуумной изоляцией;
- контрольно-измерительная и запорная арматура;
- атмосферный продукционный испаритель производительностью от 10 до 30 нм3/час;
- транспортная рама со съемными колесами в зависимости от модели.
Использование газификаторов для подключения к лазерным станкам вместо газовых баллонов — это выгодное решение, которое позволяет сократить эксплуатационные расходы, упростить работу со сжиженным газом и повысить уровень безопасности производства. Среди преимуществ:
- более простая эксплуатация;
- компактность — емкости занимают в 6 раз меньше места, чем эквивалентное им количество газовых баллонов;
- безопасность – не является опасным грузом, возможна перевозка обычным автотранспортом. Предполагается эксплуатация без специальной лицензии и не подлежат сертификации и регистрации;
- долговечность - средний срок службы газификатора составляет 20 лет;
- снижение расхода газа на его потери при заправке и в процессе работы оборудования;
- уменьшение стоимости газа за счет большего объема криоцилиндра;
- один криоцилиндр объемом 500 литров заменяет до 65 газовых баллонов, что значительно упрощает техобслуживание лазерного станка;
- высокая степень чистоты газа.
Криоцилиндры изготавливаются разного объема — от 175 до 5000 литров. Необходимый объем рассчитывается следующим образом: количество потребляемого газа за 1 рабочую смену умножается на периодичность заправки емкости.
Например, в смену расходуется 10 баллонов аргона объемом 40 литров. В один баллон помещается 6,3 м3 этого газа. Соответственно, за смену расходуется 6,3 × 10 = 63 м3 аргона. Теперь определяем оптимальную частоту заправки криоцилиндра — 3-5 дней. Получается, что ваш газификатор должен вмещать от 189 до 315 м3 газа.
Для упрощения расчетов прилагаем таблицу вместимости стальных газовых баллонов объемом 40 литров.
Если у вас возникли трудности с расчетом и подбором газификатора для лазерного станка — обращайтесь к специалистам компании «Технограв». Мы поставляем газификаторы (ГХК) объемом от 195 до 780 литров, которые идеально совместимы с лазерными станками Senfeng.