Самой дешевым принтером по металлу, из серийно выпускавшихся, можно назвать 3D-принтер от стартапа Ability3D. Точнее, это даже не 3D-принтер, а гибридная установка. Строго говоря - не совсем серийно выпускавшемуся, но это уже спойлер. Прочтете до конца - узнаете историю его создания.
Но о нем чуть позже.
Вначале – немного о 3D-принтерах по металлу методом дуговой наплавки металла.
Когда люди читают рассказы о сложных и дорогих аддитивных машинах по технологиям наплавки плазмой, электронным лучом или лазером – всегда возникает мысль «а не проще ли приспособить обычную электродуговую сварку к обычному китайскому дрыгостолу»?
Такая технология существует и называется WAAM - Wire Arc Additive Manufacturing (Аддитивное производство дуговой наплавкой проволоки).
Практика показывает, что не проще - я уже писал о попытках сделать «бюджетный» 3D-принтер по металлу в ценовом диапазоне «до 1000 долларов»:
А «профессиональные решения» по технологии WAAM стоят достаточно больших денег – достаточно посмотреть на цену установок Gefertec или просто подсчитать стоимость «элементарного решения» в виде CAM + робо-рука + сварочная головка для робо-руки.
Из «гаражных» решений удачным и проверенным временем можно назвать только 3D-принтер от российской компании Parc3D – громадный «кубик» с областью печати 1000х800х500мм, с опускающейся платформой построения и перемещением сварочной головки по осям X и Y. Во сколько обошелся такой агрегат его создателям – не разглашается, но явно – более 1000 долларов.

Почему «не взлетел» ни один китайский дрыгостол с TIG «горелкой»?
1) Хлипкость конструкции. Сварочная головка весит куда больше экструдера, сварочная проволока и шланги имеют куда большую жесткость, чем пластиковая нить, деталь и пластина для выращивания тоже весит немало.
2) FDM-принтеры «заточены» под большие скорости перемещения, поэтому на осях X и Y (а иногда и на оси Z) стоят ременные передачи – большие скорости, но нет, ни повторяемости, ни жесткости. Для WAAM-принтера обязательны винтовые передачи (или, даже ШВП).
3) Низкое качество получаемых изделий. При любой 3D-печати методом наплавки проволоки мы, фактически, получаем заготовку для последующей мехобработки, а не готовую деталь.
4) Увлечение «легкими» и «простыми» TIG «горелками» (аргоно-дуговая сварка неплавящимся электродом). Увлечение связано с тем, что TIG-горелки имеют меньший габарит и их легче уместить на 3D-принтер. О том, что агроно-дуговая сварка куда сложнее (в плане сварочных режимов и способа подачи присадочной проволоки) «обычной» сварки плавящимся электродом – как-то забывается.
Если вы специалист по сварке – просто пропустите текст, выделенный курсивом, чтобы не плеваться от примитивности изложения. А для остальных – краткий ликбез по дуговой сварке.
В нашей стране дуговую сварку в среде защитных газов принято делить на две большие группы:
– сварка плавящимся электродом – когда дуга возбуждается между деталью и электродом, который плавится и сваривает детали наплавляясь валиком. За рубежом дополнительно различают MIG-сварку – когда в качестве защитного газа используется инертный газ (обычно аргон), и MAG-сварку – когда в качестве защитного газа используется «активный» газ (углекислый газ, азот, смеси аргона с другими газами) – газ, не вступающий в реакции со свариваемыми материалами.
- сварка неплавящимся электродом – когда дуга возбуждается между вольфрамовым электродом и деталью, а материал сварочного шва подается отдельно в зону дуги. У нас этот тип сварки называют «аргоно-дуговая сварка», а за рубежом так же длят на TIG-сварку – когда в качестве защитного газа используется чистый аргон, и TAG-сварку – когда в качестве защитного газа используется смесь аргона с другими газами (смесь аргон/водород или аргон/гелий).
Схематично это можно изобразить так:
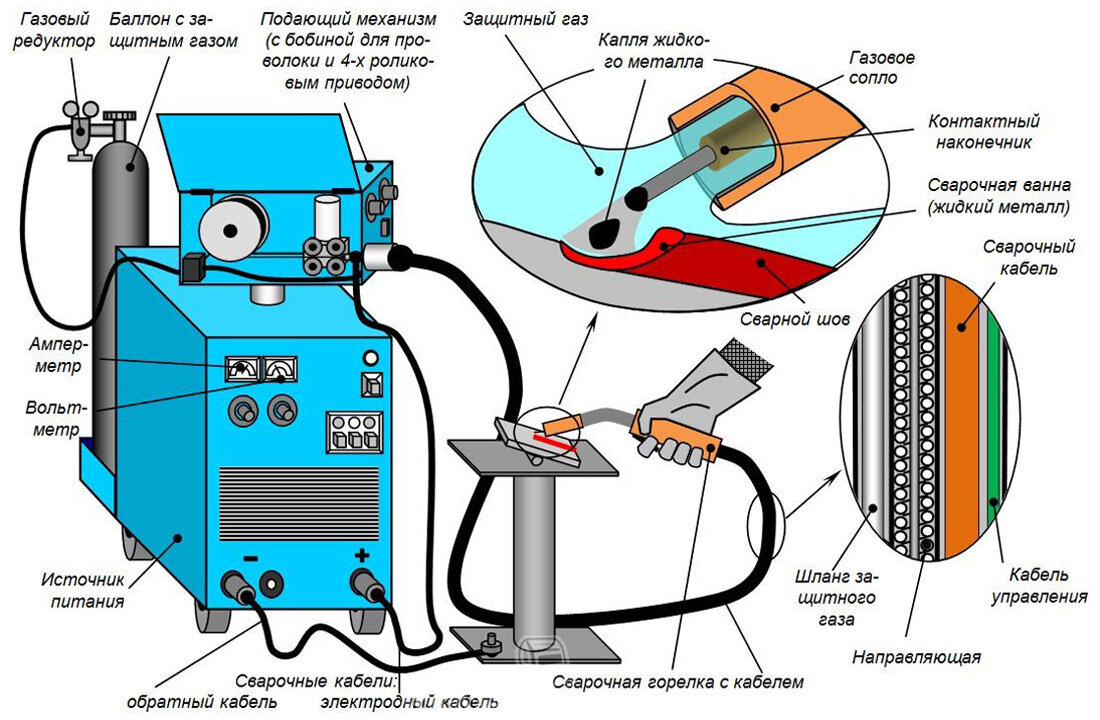

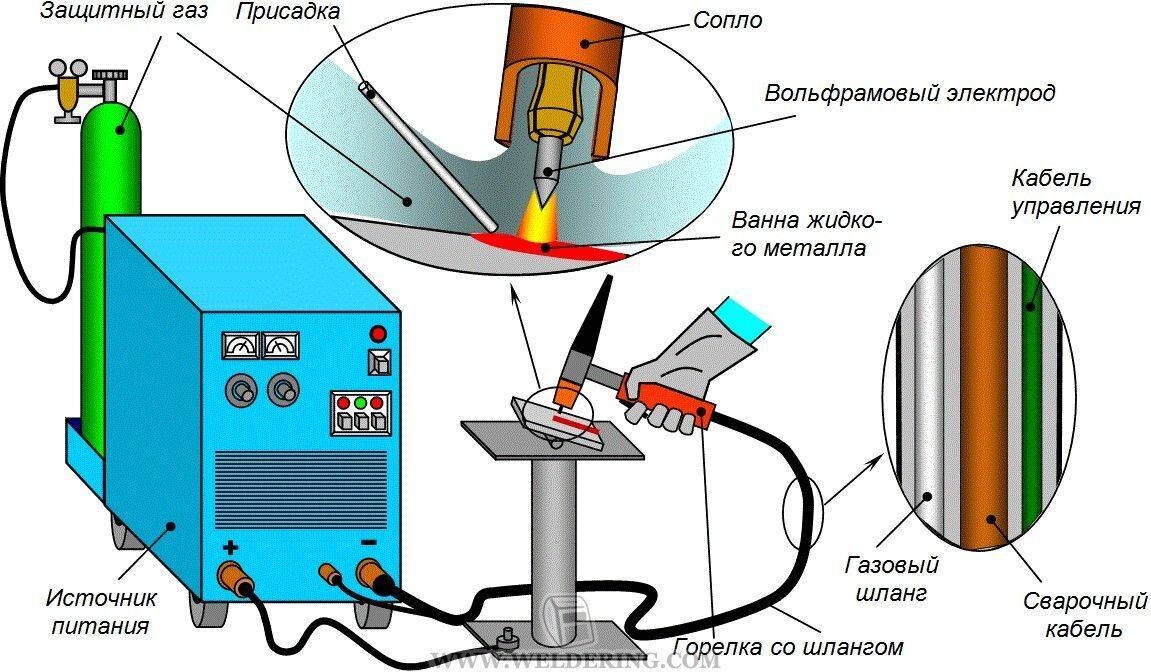
Как видно, в случае TIG-сварки сварочная головка производит впечатление «более простой» и «более компактной», и создается ложное впечатление, что её проще будет приспособить к 3D-принтеру. На самом деле возникают большие проблемы с направлением подачи проволоки, с синхронизацией подачи проволоки и мощности дуги и т.п.
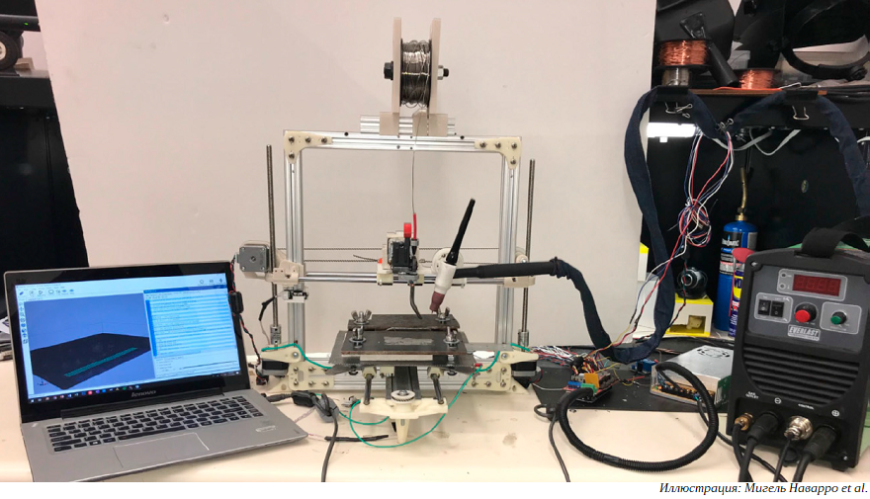
А что будет, если исправить все эти недостатки и сделать максимально дешевый 3D-принтер по металлу, но без этих недостатков?
Именно эту задачу себе поставил Бен Виллард в 2016 году. Дипломированный инженер, занимающийся аддитивными технологиями с 1998, до этого работал в НАСА и в «оборонке» и в производстве медоборудования, он в 2015 году организовал фирму Ability3D и создал 3D-принтер по металлу.
Разработка шла около года, и в итоге получилось:
Жесткая конструкция в виде закрытого кубика (комбинация 15мм рельс с цилиндрическими направляющими по каждой из осей), привод при помощи ходовых винтов по осям X и Y, по оси Z - ШВП.
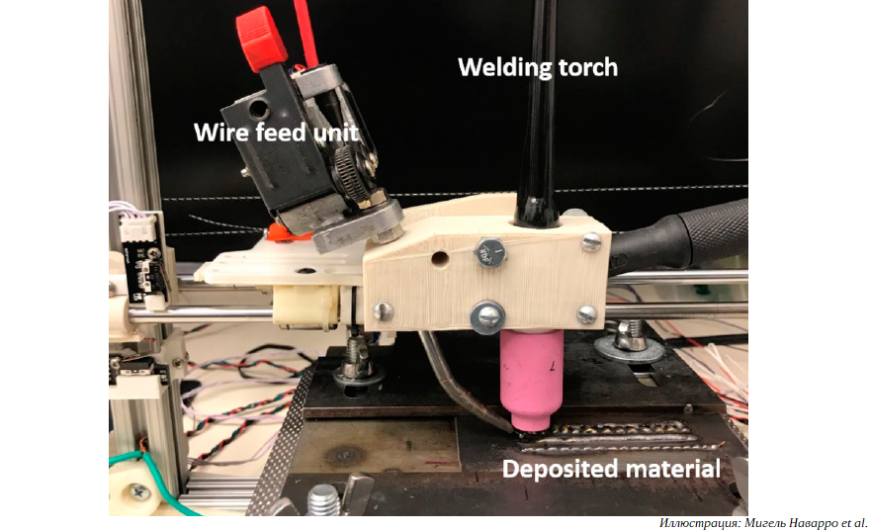
Вместо TIG – MIG сварка. Вместо стандартной «горелки-полуавтомата» - специально разработанная сварочная головка, адаптированная для установки в принтер.
Для улучшения качества деталей – вместо 3D-принтера гибридная установка с фрезеровкой каждого нанесенного слоя по периметру и сверху. Одновременно это облегчало и наплавку нового слоя – наплавить слой без дефектов на плоскую поверхность – проще, чем на полукруглый «валик».
Все это было готово к концу 2016 года и выглядело так:
Размер «кубика» 460х610х580 мм, вес – 35 килограмм, размер сварочного агрегата 280х330х305 мм, вес – 25 к, область построения 200х200х200 мм.
Шпиндель – 300 Ватт, 10 000 об/мин.
Судя по мощности шпинделя - что-то "серьезнее" алюминия им вряд ли можно обработать.
Рекламные фотографии напечатанных деталей (из алюминия):
К сожалению По команде разработать не удалось и все эти детали напечатаны и отфрезерованы при помощи G-кода, написанного вручную в «блокноте» (имеется ввиду Notepad в Windows). Поэтому такая простая форма.
Безусловно, все это уже не могло стоить 1000 долларов, и стартовая цена определена в 3300 долларов (точнее в 3 299 долларов – маркетинг, однако…) + от 300 до 1200 долларов за доставку.
После подсчета затрат и себестоимости был объявлен стартап на "кикстартере" и начался сбор денег.
За эти деньги дополнительно к прототипу было обещано – компьютер для управления 3D-принетром без монитора, клавиатуры и мыши (вероятно, имелся в виду микро-одноплатник типа «апельсинки»), специализированное ПО (слайсер), защиту кинематики от брызг металла и стружки, вакуумный отсос стружки.
В качестве рекламы было сказано «мы возвращаем производство в США!» и приведено фотография высокотехнологичного производства, на котором планировалось делать эти 3D-принтеры:
Принтер (прототип) был показан на выставке CES-2017 в Лос-Анжелесе (выставка потребительской электроники).
Но не фурор на выставке CES, ни сообщения в прессе по всему миру (включая Россию), ни лозунги, ни фотографии «собственного производства» не помогли: вместо планируемых 640 000 долларов удалось собрать только 95 512 долларов (пожертвовали 105 человек).
Проект заглох и ушел в небытие… Производство свернуто так толком и не начавшись.
Сайт фирмы Ability3D существует по сей день, и занимается публикацией интернет-обзоров в области 3D-печати, фирма так же существует, но судя по всему – уже никаким производством не занимается.
В чем же причина неудачи?
Я думаю в том, что гибрид WAAM 3D-принтер-фрезер за 3300+300 долларов – это слишком сложно для домашнего хобби, даже в гараже или мастерской.
А если заворачиваться – то проще организовать маленькую литейку по моделям, отпечатанным на 3D-принтере.
Ну, а самое интересное в этой истории – то, что этот принтер, который существовал только в виде единственного прототипа, на полном серьезе продавали в отечественных интернет-магазинах, причем в каталоге он существует по сей день (правда с пометкой «недоступен для заказа» или «Товар отсутствует»):
Вводная статья про аддитивную технологию WAAM:
Вводная статья про гибридные аддитивно-субтрактивные установки:
Путеводитель по каналу: