В данном случае речь пойдет о гибридный аддитивно- субтрактивных установках – установках, сочетающих аддитивное выращивание детали с механической обработкой. По-простому – комбинация 3D-принтера и ЧПУ-станка в одном корпусе.
Строго говоря понятие «Гибридная установка» несколько шире, но в данной статье пойдет речь только об одном типе гибридных установок – аддитивно-субтрактивных, сочетающих 3D-печать с механической обработкой.
Не секрет, что точность и качество поверхности деталей, «напечатанных» на 3D-принтере часто недостаточно для непосредственной эксплуатации.
Особенно это касается деталей, выращенных по технологиям наплавки металла – прямое лазерное выращивание, электродуговая наплавка, электронно-лучевая наплавка, плазменная наплавка и т.п. По сути 3D-принетры, работающие по этих технологиях «печатают» не готовые изделия, а заготовки для последующей механической обработки.
Гибридные аддитивно-субтрактивные установки бывают не только по этим технологиям, но и по другим, но в дальнейшем речь, преимущественно, пойдет об гибридных установках, сочетающих наплавку металла с мехобработкой.
В целом цикл производства с использованием 3D-принтера и ЧПУ станка случае выглядит следующим образом:
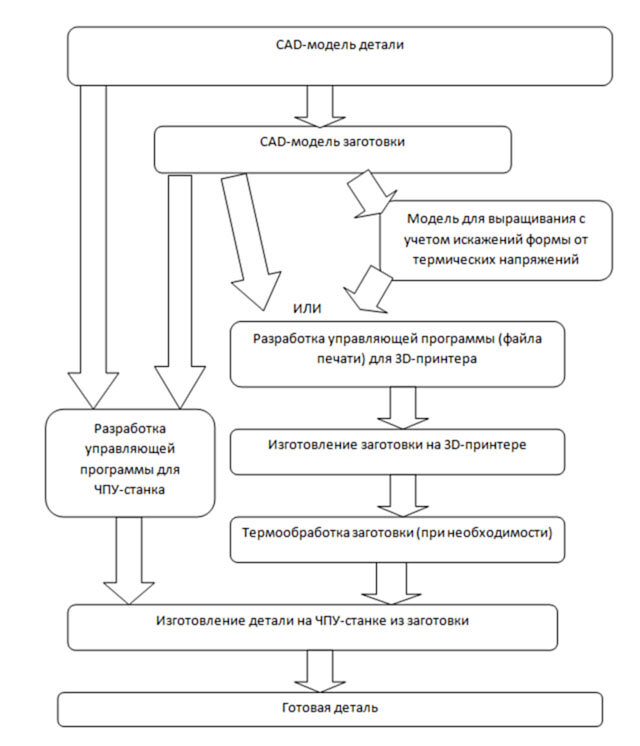
На основании CAD-модели детали разрабатывается модель заготовки (добавляются припуски на мехобработку, при необходимости изменяется геометрия – добавляются технологические ребра жесткости, поддержки, изменяются уклоны и т.п.).
Если есть возможность смоделировать изменения геометрии из-за температурных напряжений – на основании CAD-модели заготовки делается модель для выращивания.
При необходимости – производится конвертирование CAD-модели в stl-формат.
В слайсере, или CAM-программе делается управляющая программа (или файл печати) для 3D-принтера.
Производится тестирование (этот этап может отсутствовать).
Управляющая программа (файл печати) загружается в 3D-принтер или компьютер, управляющий принтером.
Принтер «печатает» (выращивает) заготовку. По окончании печати – заготовка снимается с платформы.
При необходимости – производится термообработка и предварительная мехобработка.
На основании CAD-моделей заготовки и детали в CAM-программе производится разработка управляющей программы для ЧПУ-станка.
Заготовка устанавливается на станок, в станок (или компьютер, управляющий станком) загружается управляющая программа, запускается мехобработка.
Готовая деталь снимается со станка.
Вроде бы все просто и логично.
Но есть маленький нюанс:
Если деталь имеет сложную форму – обработать на станке её невозможно. Останутся необработанные поверхности.
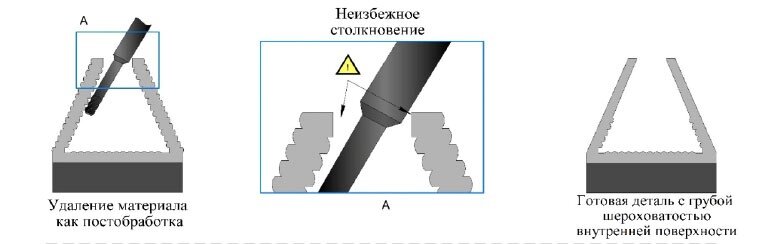
В некоторых случаях (например – при изготовлении шар-баллонов) деталь можно разделить на заготовки с простой геометрией.
А что делать, если нельзя?
Именно для таких случаев и используется гибридный станок, который позволяет проводить механическую обработку прямо в процессе выращивания детали в установке:
В некоторых случаях используется «послойная» обработка – когда обрабатывается деталь после нанесения каждого слоя.
Но обычно идет разбивка на стадии, и деталь вначале частично выращивается, потом обрабатывается выращенная часть, потом продолжается выращивание детали и идет мехобработка.
В целом цикл производства на гибридной аддитивно-субтрактивной установке будет выглядеть следующим образом:
Создание CAD-модели заготовки.
Определение стратегии обработки – послойно, или постадийно.
В CAM-программе на основании CAD-моделей детали заготовки разрабатывается управляющая программа.
Тестирование управляющей программы (этап может отсутствовать)
Управляющая программа загружается в гибридный станок (компьютер, управляющий станком).
Запускается процесс выращивания детали с механической обработкой.
Готовая деталь снимается со станка.
В каждом конкретном случае могут быть отличия. Например в случае послойной обработки детали можно не разрабатывать CAD-модель заготовки – stl-модель детали загружается прямо в слайсер, который создает систему G-кодов на основании простейших алгоритмов нарезки на слои, расширения периметров и обхода периметров.
В некоторых гибридных установках имеется встроенный 3D-сканер, что несколько упрощает разработку управляющей программы:
На рисунке указаны этапы:
Создание CAD-модели детали
Задание припусков (офсета)
Создание управляющей программы (CAM-модели)
Печать (выращивание) заготовки
3D-сканирование
Фрезерование для получения готовой детали
У гибридных станков есть еще две сферы применения:
Крупногабаритное производство, когда перенос детали с 3D-принетра на ЧПУ-станок технически сложен из-за больших габаритов или большого веса деталей.
Восстановление деталей – изношенная деталь закрепляется в гибридном станке, удаляются поврежденные участки с трещинами и язвами, подготавливается поверхность к наплавке металла, осуществляется наплавка металла, после чего производится окончательная мехобработка для восстановления исходной геометрии. В этом случае процесс ускоряется, т.к. при использовании «обычных» ЧПУ и установок для наплавки металла пришлось бы несколько раз снимать и переставлять деталь с одного оборудования на другое.
Достоинства гибридных станков очевидны.
А недостатки?
1. Цена. Стоимость гибридного станка не намного меньше стоимости ЧПУ + 3D-принтера. Сэкономить тут не удастся.
2. Низкий коэффициент использования оборудования. Когда идет выращивание детали – оборудования для мехобработки простаивает. Когда идет мехобработка – нет выращивания детали. В случае раздельных 3D-принтера и ЧПУ станка – каждый из них можно загрузить «по максимуму».
3. Сложность разработки управляющих программ.
Примечание: В случае послойной обработки каждого нанесенного слоя – сложности нет, возможна простая автоматическая генерация управляющей программы.
Эти недостатки тоже очевидны.
А неочевидные недостатки?
4. При выращивании в заготовке всегда присутствуют напряжения (усадочные, термические). При механической обработке без снятия этих напряжений заготовка в процессе мехобработки начинает непредсказуемо деформироваться.
5. На гибридных установках нельзя реализовать герметичную кабину с вакуумом или контролируемой атмосферой. Это делает невозможным гибридные установки по технологии электронно-лучевой наплавки. И это делает крайне опасным процесс обработки высокореактивных металлов (титана, магния, алюминия) по технологиям наплавки порошка из-за риска возгорания.
6. Выращенная заготовка имеет повышенную температуру, мехобработка неостывшей заготовки не всегда возможна, что приводит к увеличению времени на изготовление детали.
7. Наплавленный металл до термообработки имеет меххарактеристики, отличающиеся от «нормального» металла после термообработки, проката, литья, что так же затрудняет правильный подбор режимов резания.
Все вышеперечисленные недостатки привели к тому, что гибридные установки получили куда меньшее распространения, чем «чистые» 3D-принтеры.
Ну, и немного примеров гибридных установок.
Шпиндели для мехобработки на гибридных установках могут быть совмещены с головкой для наплавки, а могут иметь раздельными, с собственной системой перемещения. В некоторых случаях головка для наплавки оформляется как «сменный» инструмент.
Внешний вид некоторых гибридных установок:
Пример гибридных установок в работе:
Пример изготовленных деталей:
Как я уже говорил выше – гибридные аддитивно-субтрактивные установки есть не только «по металлу». Ниже пример «опенсорсной» разработки, превращающие любой двухголовый FDM-принтер с кинематикой IDEX (две головы с раздельным перемещением по одной горизонтальной оси) в гибридный станок:
Статья про гибридные установки Gefertec:
Статья про отечественные гибридные установки прямого лазерного выращивания:
Статья про самую дешевую гибридную установку для 3D-печати металлом:
Путеводитель по каналу: