Аддитивная технология прямого лазерного выращивания (ПЛВ) подразумевает изготовление металлических изделий наплавкой лазерным лучом металла, подаваемого в виде порошка.
Термин отечественный, за рубежом используются с десяток различных аббревиатур, самые распространенные - LENS и DMD.

Вводная статья про технологию и зарубежные установки:
В нашей стране работа над установками прямого лазерного выращивания началась достаточно поздно – в 2014 или 2015 годах.
Лидером был Институт лазерных и сварочных технологий при Санкт-Петербургском Государственном Морском Техническом Университете (ИЛИСТ при «корабелке»).
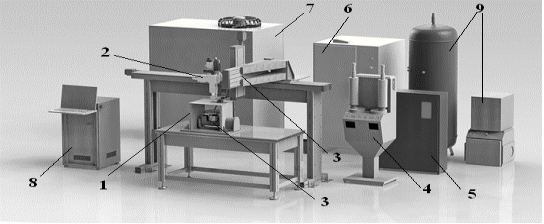
Начинали с малого – с кустарной установки на базе волоконного лазера IPG мощностью 5 кВт YLS-5000, станка с ЧПУ 5D, Sulzer Metco и лазерной головки HighYAG BIMO:

На ней были отработаны режимы наплавки, способы подачи порошка и получены первые результаты:
А так же отработаны различные конструкции сопел:
Итоговый вариант сопла:
Это кольцевое щелевое сопло с шириной щели 0,3 мм, углом схождения 60 градусов и расстояние между отверстиями 7,5 мм. Для исключения неравномерного распределения порошка по окружности газопорошковая смесь разделяется на четыре струи с помощью специального делителя, после чего порошок подается в четырех точках в специальную кольцевую полость (щель) для выпрямления и нормализации потока.
Потом вырисовались контуры будущей установки:
Промышленная робо-рука Fanuc с лазерной головкой и двухосевая поворотная платформа для выращивания заготовки. В общей сложности обеспечивается восемь осей свободы для создания сложной геометрии.
Волоконный лазер IPG мощностью от 500 до 5000 Вт обеспечивает лазерную энергию для нагрева и плавления металлического порошка.
«IPG Photonics Corporation» - международная корпорация, производство лазеров локализовано в России, Германии, США и Италии. У нас используются, естественно, лазеры. Производства в России. Основатель корпорации - Валентин Павлович Гапонцев, эмигриговавший из России в 1995 году в Германию.
Герметично закрытая камера с контролируемой атмосферой чистого аргона предотвращает окисление выращиваемой детали и исключает необходимость подачи защитного газа в зону выращицания.
К 2017 году оформилась линейка из трех установок:
Размер “S”:
Робот: Fanuc LR Mate 200iD/7L, перемещение 911 мм, повторяемость 0,03 мм;
Лазер: Серия IPG Photonics YLM-MM, мощность от 500 до 1500 Вт;
Максимальный размер детали: ø300 мм, H=300 мм, 30 кг;
Объем камеры: 1,4 м3.
Размер “L”:
Робот: Fanuc M20iA/20m, перемещение 1813 мм, повторяемость 0,08 мм;
Лазер: Серия IPG Photonics YLS, мощность от 1500 до 5000 Вт;
Максимальный размер детали: ø1000 мм, H=600 мм, 250 кг;
Объем камеры: 6 м3.
Размер “XL”:
Робот: Fanuc M20iA/20mперемещние 1813 мм, повторяемость 0,08 мм;
Лазер: Серия IPG Photonics YLS, мощность от 1500 до 5000 Вт;
Максимальный размер детали: ø1600 мм, H=600 мм, 250 кг;
Объем камеры: 25 м3.
Система управления на базе ПЛК B&R.
Была достигнута производительность при боковой подаче более 18 кг/ч при ширине наплавки 3 - 20 мм и более 5 кг/ч при ширине наплавки 0,8 - 3 мм. С коаксиальным соплом достигнута производительность более 1 кг/ч при ширине наплавики 0,6 – 2 мм. Примеры деталей:
Материалы: сплавы на основе никеля (Инконель 625, Инконель 718, GS6U, EI698P и др.), и титана (ВТ2,ВТ5, ВТ20 и др.). Фракционный состав порошка – 50…150 мкм.
Далее – пошел серийный выпуск установок.
Вот далеко не полный перечень работ:
В 2019 году установка была поставлена в ОДК «УМПО»:
В 2020 году произведена поставка двух установок на опытный завод «Вега» научно-производственного объединения «Винт», входящего в состав центра «Звездочка», в Северодвинске.
В 2021 году – заказ от «РусАТ» на поставку установки ИЛИСТ L+ в ОКБ имени И.И.Африканова
В 2022 году поставка установок в Технологический университет имени А. А. Леонова в Королёве, Уфимский государственный авиационный технический университет, Томский государственный университет и Самарский национальный исследовательский университет имени Королёва.
С 2021 года отгрузка установок стала настолько обычным событием, что пресс-служба ИЛИСТ перестала публиковать фотографии погрузки установок на транспорт...
В 2023 – поставка пяти установок (1 – компания «Нормин» (Нижний Новгород), 1 – в Псковский Государственный университет, 2 ИЛИСТ XL – в ОДК и крупнейшая система ИЛИСТ 2XL – в Росатом).
На этих установках были изготовлены различные опытные и серийные детали:
Сейчас линейка установок включает в себя 5 установок + 1 модель гибридной установки для лазерной наплавки и мехобработки:
Еще немного фотографий для понимания работы:
Из-за многоосевой стратегии выращивания традиционный слайсинг здесь не подходит и управляющая программа для установок делается при помощи CAM PowerMILL от Autodesk.
Разработка управляющей программы занимает много времени (от нескольких часов до недели) и включает в себя следующие стадии:
1. Определение стратегии выращивания, задание припусков, определение ширины валика.
2. Создается модель заготовки – берется модель детали, добавляются припуски на мехобработку, изменяется геометрия исходя из возможностей установки и стратегии выращивания, при необходимости – дабавляются опорные структуры и тяги для уменьшения температурных дефомраций.
3. По модели заготовки разрабатывается выращиваемая модель, которая отличается от модели детали – учитываются температурные деформации.
Пункты 2-3 делаются в обычных CAD-системах.
Далее CAD-файл передается в CAM-систему и начинается собственно «слайсинг»:
4. Создаются траектории для всех отдельных элементов, сброку их воедино, сортировку, присвоение поинт-параметров (мощность, расход порошка, скорость)
5. Симуляция УП в CAM-программе.
После идет тестирование УП «вхолостую» непосредственно на установке.
Немного о возможностях и ограничениях технологии:
Установка позволяет наращивать валики шириной от 0,8…1 мм до 5 мм.
Минимальный размер элемента определяется минимальной шириной валика – 0,8мм в серийных установках.
Угол зависаний – до 45 градусов (для установок от ИЛИСТ).
Мосты – недопустимы.
Допустимый угол нависаний в 45 градусов вместе с поворотной платформой в большинстве случаев позволяет сделать необходимые «перекрытия».
А если нет? Мосты недопустимы, поэтому в месте, где необходим мост вваривается заранее отфрезерованная деталь «потолка». Для этого происходит временная остановка процесса наплавки, оператор при помощи резиновых «рук» и вспомогательного инструмента устанавливает деталь на место и запускает процесс. Естественно, деталь и инструмент должны быть помещена в камеру до начала работы, перед закачкой аргона в камеру построения.
При толщине элементов менее 5 мм все просто – наплавляется валик, по ширине равный толщине элемента детали.
Для широких деталей используются следующие технологические приемы:
1. Все валики параллельны друг другу, боковое смещение постоянно, образуются «ступеньки» на боковой поверхности, которые увеличивают объем механической постобработки.
Это основной прием. Внешний вид при выращенной заготовки использовании этого приема:
Могут реализовываться еще варианты:
1. Наплавка валика по контуру, а внутренность заливается валиками, параллельными центральной линии сечения. При этом возникают проблемы при примыкании внутренних валиков к оконтуривающему.
При этом заготовка выглядит так:
2.. Все валики строятся от центральной линии, переменная ширина сеченяи детали получается за счет переменной ширины валика. Это технологически сложно, необходимо варьировать расход порошка, чтобы не было наплывов, быстро это делать не дает делать инертность системы подачи – только плавно и медленно.
Эти два варианта сложны и используются редко.
Вариант с оконтуривающим валиком и штриховкой внутри (аналог печати на FDM) НЕвозможен при использовании CAM PowerMILL, но, теоретически, является самым хорошим.
Точность изделия зависит от многих факторов:
Точность позиционирования инструмента – 0,03 или 0,08 мм
Точность ширины валика – примерно 0,05мм
Искажения формы от термических напряжений – могут достигать 10 мм на 1м изделия при симметричной, округлой форме и в несколько раз больше при несимметричной форме.
Искажения формы компенсируются при разработке модели для выращивания, там при осесиметричной, округлой детали точность может достигать плюс-минус 5 мм на 1 м диаметра с первой попытки, и до плюс-минус 1мм после первой корректировки модели.
На этом рассказ про установки ИЛИСТ закончим.
Не смотря на безусловное лидерство ИЛИСТ в РФ, есть еще пара предприятий, у которых в каталогах заявлены установки прямого лазерного выращивания.
Это «РусАТ» и ГК «Лазеры и аппаратура»
У «РусАТ» заявлена одна установка прямого лазерного выращивания с размером деталей 1500х1500х900 мм.
По характеристикам напоминает установку ИЛИСТ L+, но внешний вид и компоновка другая.
Насколько эта разработка самостоятельная, а насколько – сделана в сотрудничестве с ИЛИСТ – мне не известно, но основные решения, включая цветовую гамму – явно скопированы с установок ИЛИСТ.
У ГК «лазеры и аппаратура» в каталоге заявлена установка МЛ-7 с максимальным размером детали 400х400х400мм
«Лазеры и аппаратура» предпочитает иностранную аббревиатуру технологии -DMD.
Установка МЛ-7 существенно отличается от установок ИЛИСТ и является полностью самостоятельной разработкой.
Разработка начата примерно в 2014-2015 годах, и первые ролики на ютюбе с работой головки в режиме выращивания детали "Лазеры и аппаратура" опубликовала даже раньше "корабелки".
Основные отличия:
– использование отечественной SprutCAM для создания управляющей программы, непосредственное управление установкой при помощи отечественного ПО FlexCNC.
- трехосевая схема перемещения головки с поворотом по одной оси + двухосевая платформа построения (всего 6 осей вместо 8 у ИЛИСТ)
- наличие встроенного 3D-сканера для возможности работы в режиме ремонта и восстановления деталей или для облегчения выращивания заготовки на металлическом основании сложного профиля (точеном, фрезерованном)
Головка тоже «собственной» разработки и отличается от головки ИЛИСТ:
Используется коаксиально-сопловая подача порошка через 4 сопла.
К сожалению каких-либо примеров использования данной установки я не нашел.
Но как минимум 1 образец установки был изготовлен и поставлен в 2021 году в ПАО «ОДК-Сатурн».
Про отечественные гибридные станки прямого лазерного выращивания здесь:
Вводная статья про группу технологий «Прямой подвод материала и энергии»:
Путеводитель по каналу: