Технологическая схема процесса производства кумола Q-Max
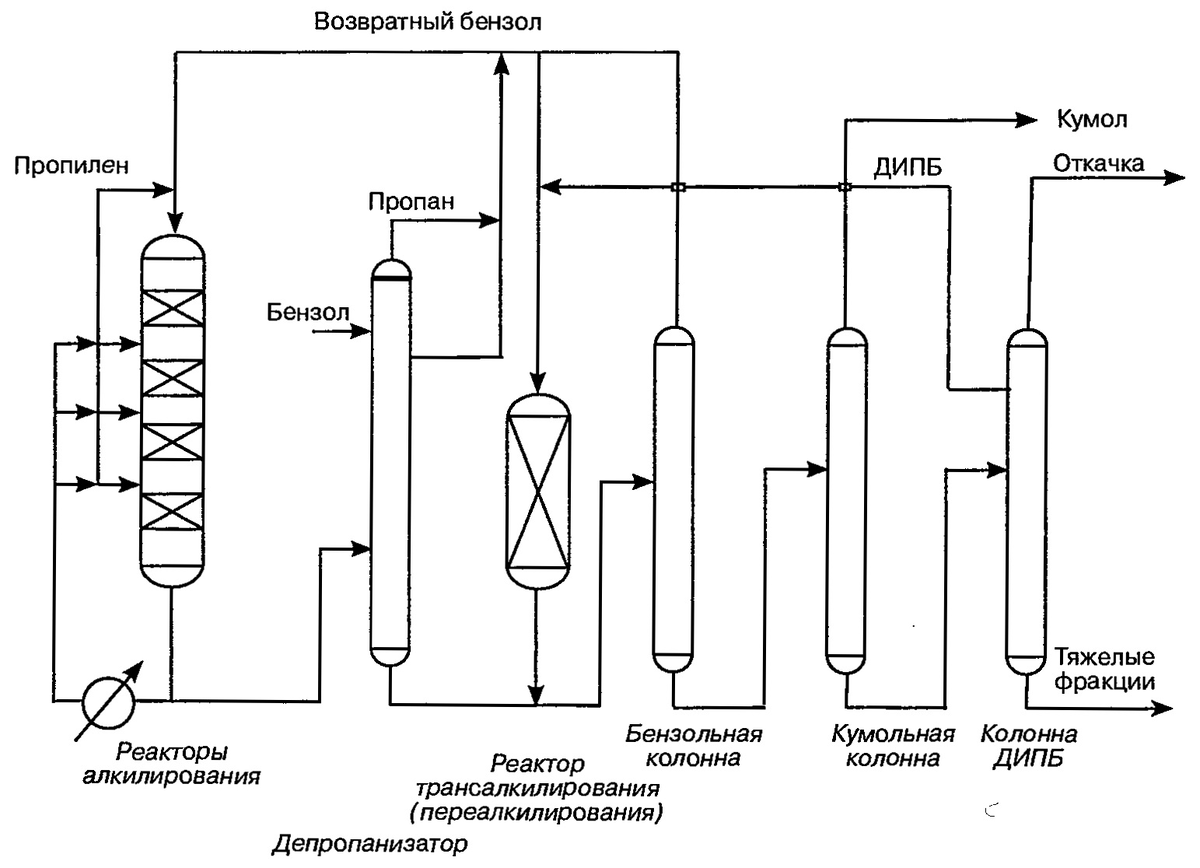
Описание технологической схемы процесса производства кумола Q-Max
- из реактора алкилирования эффлюент направляется в депропанизатор - аппарат колонного типа, в котором отделяются пропан и вода, поступившие вместе с пропиленовым сырьем;
- нижний продукт депропанизатора направляется в бензольную колонну, где избыточное количество бензола аккумулируется наверху и подается обратно в реактор алкилирования;
- нижний погон бензольной колонны направляется в кумольную колонну, где выделяется товарный кумол в виде верхнего отбора;
- нижний отбор кумольной колонны, состоящий преимущественно из диизопропилбензола, подается в колонну диизопропилбензола, из которой ДИПБ отбирается из бокового отбора колонны подается обратно в реактор трансалкилирования;
- нижний погон колонны диизопропилбензола представляет собой смесь высококипящих ароматических побочных продуктов, являющихся обычно компонентом котельного топлива;
- тепловая энергия для секции фракционирования продукта генерируется паром или горячим маслом;
- доля возвратного бензола со шлема бензольной колонны смешивается с возвратным диизопропилбензолом из бокового отбора колонны ДИПБ и подается в реактор трансалкилирования, где компоненты трансформируются в дополнительный объём кумола, после чего эффлюент реактора трансалкилирования направляется в бензольную колонну.
Катализатор QZ-2000, применяемый в реакторах алкилирования и трансалкилирования, может быть отрегенерирован. После каждого реакционного цикла катализатор, обычно вывозится специализированным подрядчиком по регенерации, который производит восстановление каталитической активности посредством простого выжига углерода. Однако установка может быть сконструирована таким образом, чтобы проводить регенерацию катализатор на месте. Умеренные эксплуатационные условия и коррозионная инертность процесса позволяют изготавливать оборудование и трубопроводы установки из стандартной углеродистой стали.
Влияние примесей в сырье на чистоту товарного кумола
В процессе Q-Max эффект нежелательных побочных реакций минимален, а значит чистота товарного кумола зависит преимущественно от остаточного перехода примесей из сырья. Ввиду высокой активности катализатора QZ-2000 он может эксплуатироваться при сравнительно низких температурах, что резко понижает скорость альтернативных реакций олигомеризации олефина и сводит к минимуму образование высококипящих побочных продуктов. Следовательно, наличие примесей в товарном продукте процесса Q-Max зависит преимущественно от содержания примесей в сырьевом потоке.
В нижеследующей таблице приведены основные примеси в товарном кумоле, которые беспокоят производителей:
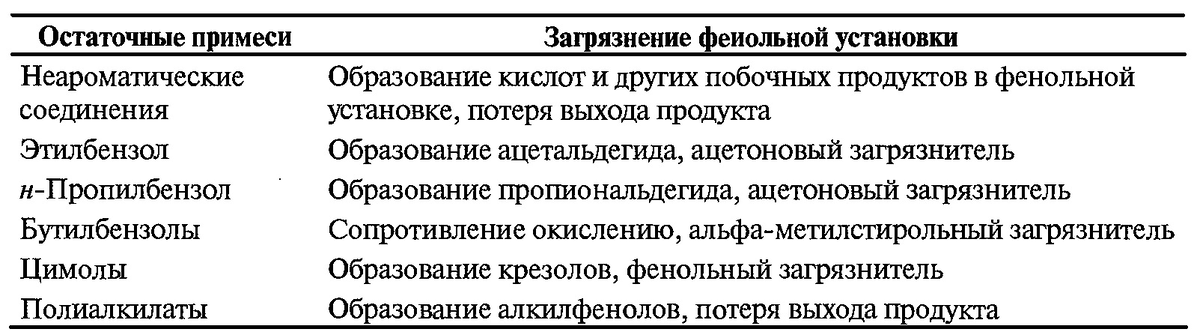
Реакции, где примеси в сырье приводят к получению примесей в товарном кумоле:
- Цимол - получается при алкилировании пропиленом толуола, который может:
- либо поступать с бензольным сырьём;
- либо формироваться в реакторе алкилирования из метанола и бензола.
- Этилбензол - получается преимущественно из этиленовых примесей в пропиленовом сырье, но может получаться из этанола.
Чтобы предотвратить намерзание гидратов в трубопроводах в пропановую фракцию иногда подмешивают небольшие объёмы метанола и этанола. Несмотря на невосприимчивость катализатора Q-Max к данным спиртам, в целях максимального сокращения доли этилбензола и цимола в товарном продукте может оказаться целесообразным производить водную промывку сырья от спиртов.
- Бутилбензол - получается преимущественно из остаточных количеств бутилена в пропиленовом сырье, но может образовываться и посредством олигомеризации олефинов. Низкая температура реакции процесса Q-Max уменьшает скорость олигомеризации, поэтому бутилбензол синтезируется лишь в минимальных концентрациях.
- н-Пропилбензол - получается из остаточных объёмов циклопропана в пропиленовом сырье. По химическому поведению циклопропан имеет сходство с олефином: вступает в реакцию с бензолом, образуя кумол или н-пропилбензол. Склонность к синтезу н-пропилбензола вместо кумола снижается с понижением температуры реакции.
К сожалению, низкое значение температура реакции приводит к росту скорости деактивации катализатора:
Ввиду исключительной устойчивости каталитической системы QZ-2000 установка Q-Max может эксплуатироваться длительное время, продолжая сохранять величину н-пропилбензола в товарном кумоле на удовлетворительном уровне. Например, при стандартном пропиленовом сырье, вырабатываемом на установке крекинга в псевдоожиженном слое катализатора и имеющем в свойм составе нормальные количества циклопропана, процесс Q-Max может вырабатывать товарный кумол, с содержанием менее 250 мг н-пропилбензола на тонну продукта, сохраняя при этом допустимый срок службы катализатора.
Влияние каталитических ядов на свойства катализатора
В нижеследующей таблице приведен перечень возможных ядов катализатора процесса Q-Max, нейтрализующих активные участки цеолитов и устраняемых посредством качественной подготовки сырья или подходящей технология защитного слоя.
Вода в реакционной среде алкилирования может действовать как основание Брёнстеда, нейтрализуя сначала некоторые активные кислотные центры на поверхности цеолита. Однако благодаря высокой активности, характерной для катализатора Q-Max, вода не оказывает пагубного влияния при удовлетворительном уровне влажности сырья и штатных условиях алкилирования и трансалкилирования. Катализатор Q-Max может перерабатывать сырьё, имеющее влажность вплоть до нормального насыщения, обычно от 500 до 1000 г/т, без какой-либо потери стабильности или активности катализатора.
При нормальной концентрации в пропиленовом и бензольном сырье, используемом при производстве кумола, сера не влияет на стабильность или активность катализатора Q-Max. Однако остаточные количества серы в товарном кумоле могут стать проблемой при дальнейшем производстве некоторых мономеров (например, при гидрировании фенола для производства капролактама). В установке Q-Max преобладающая часть сернистых соединений, связанных с пропиленом (меркаптаны) и бензолом (тиофены), трансформируется в продукты, имеющих точку кипения находящуюся вне диапазона кипения кумола. Но концентрация серы в товарном продукте (кумоле) определяется её содержанием в пропиленовом и особенно в бензольном сырье. При стандартных уровнях концентрации серы в пропиленовом и бензольном сырье её доля в товарном кумоле находится в диапазоне технических условий (около 1 мг/т).
Успешная эксплуатация в широком диапазоне пропиленового сырья из различных источников свидетельствует о гибкости процесса Q-Max. Для получения высококачественного товарного кумола моет быть использовано пропиленовое сырьё химического и/или полимерного качества, а также качества, характерного для установки FCC.
Производительность процесса
Установка Q-Max характеризуется высоким коэффициентом переработки сырья и общим отбором кумола 99,7% масс. и более в пересчете на стандартное пропиленовое и бензольное сырьё. Остаток предсталяет собой высокипящие побочные ароматические продукты.
В нижеследующей таблице представлено типовое качество товарного продукта (кумола), получаемого на установке Q-Max, которая перерабатывает промышленно производимое высококачественное сырьё. Качество товарной продукции любой отдельно рассматриваемой установки Q-Max существенно зависит от примесей, которые содержаться в сырье.
Пропан, который подается на установку в смеси с пропиленом, не принимает участия в химических реакциях и отделяется в секции фракционирования, как товарный пропан.
Капитальные и эксплуатационные затраты
В нижеследующей таблице собраны итоговые данные по инвестициям и потреблению энергоносителей для новой установки Q-Max, на которой производится 200 000 т кумола в год из экстрагированного бензола и пропилена химического качества. Расчет стоимости строительства установки Q-Max основан на предпосылке, что установка сооружалась в США на северном побережье Мексиканского залива в 2002 г. В расчете учтены:
- технический проект;
- материально-техническое снабжение;
- стоимость монтажа оборудования;
- начальная загрузка катализатором QZ-2000.
Потребление энергоресурсов установкой Q-Max зависит от показателей проекта:
- сырья;
- технических условий на товарный продукт;
- доступности энергоресурсов.
Установки Q-Max зачастую комбинируют с фенольными производствами, что позволяет оптимизировать энергопотребление за счет выработки пара низкого давления в установке Q-Max для потребоности фенольного производства.
Опыт промышленной эксплуатации
Первая установка Q-Max была введена в эксплуатацию в 1996 г. С тех пор UOP лицензировала повсему мире девять аналогичных установок с суммарной мощностью по продукту (кумолу) - 2,3 млн тонн в год. Производительность установок варьируется от 35 000 до 700 000 т кумола в год. Ряд установок функционирует свыше 5 лет без проведения регенерации катализатора.
Если статья была вам интересной и полезной, ставьте лайк, а если хотите ежедневно получать новые статьи и узнавать больше о нефтепереработке, то подписывайтесь на канал.



















