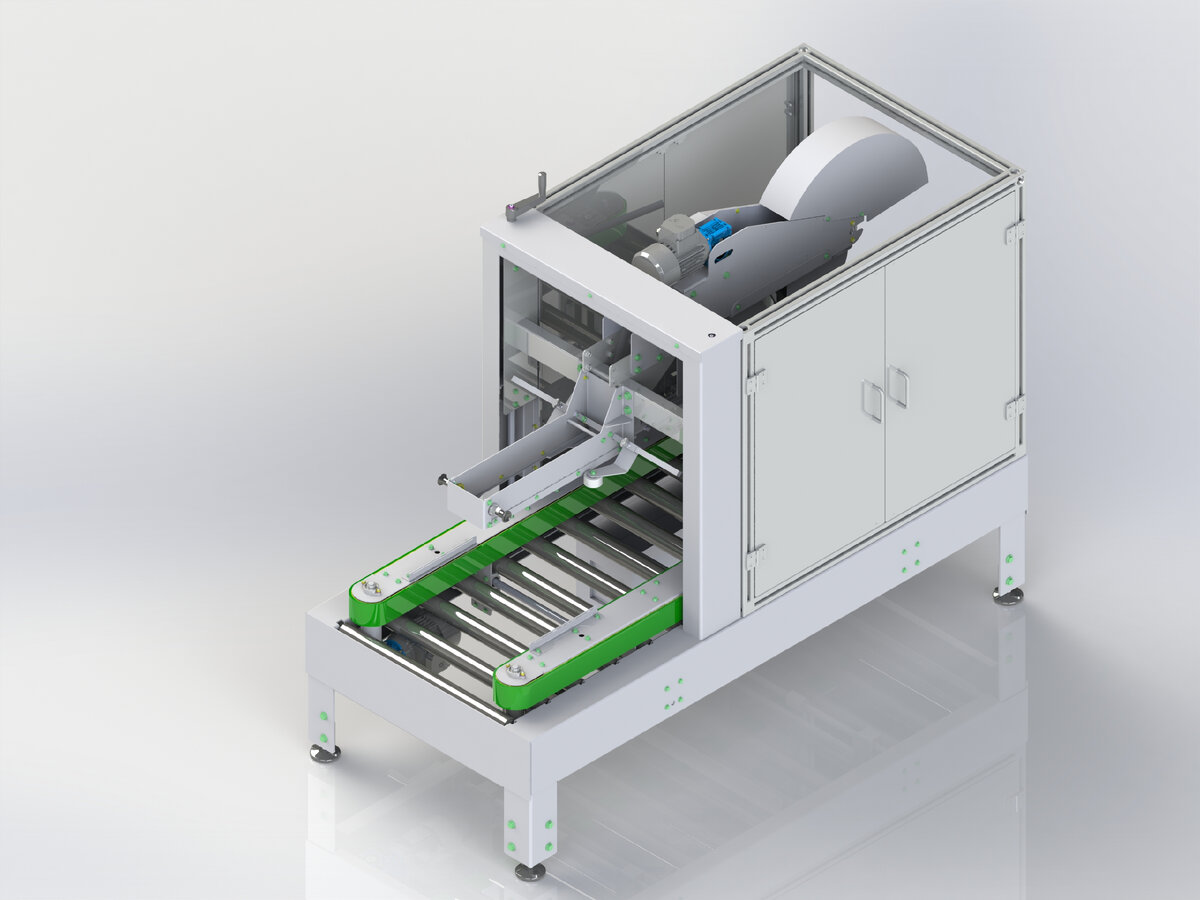
Заклейщик коробов — упаковочное оборудование для надежной заклейки верхних клапанов короба с готовой продукцией горячим клеем или скотчем. Производительность до 20 коробов в минуту.
Клеящий узел представляет собой блок склеивающий, в который монтируется рулон клейкой ленты (скотча).
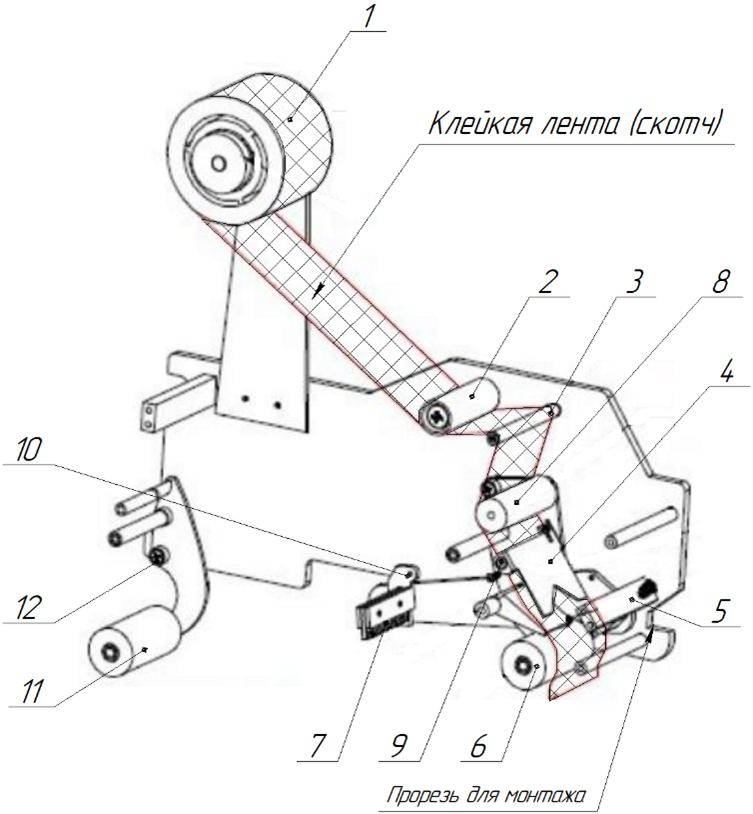
Склеивающий блок состоит из втулки-держателя рулона (1), стопорного ролика с насечкой (2), концевого ролика (3), металлической пластины упора ленты (4), металлической пластины формовщика ленты (5), ролика на входе (6), ножа (7), концевого ролика с насечкой (8), гладкого концевого ролика (9), полоза регулировки устройства резки (10), ролика на выходе (11), упорного штифта (12).
Конструкцию автоматического заклейщика разрабатывают и производят, начиная от резки металла до сборки и ввода в эксплуатацию. Каркас рольганга собран из металлических профилей. На него смонтированы гравитационные ролики и узел протяжки короба, представляющий собой два протягивающих ленточных транспортера.
Движение ленты обеспечивается ведущим и ведомым роликами. Ведущий ролик приводится во вращение мотор-редуктором. Для регулировки натяжения ленты ведомый ролик оснащен механизмом натяжения.
Перед началом работы оборудования узел протяжки короба, при необходимости, настраивают по ширине под заданный формат короба.
Лопасть с роликами из полимерного материала закрывает задние верхние клапана короба. Чтобы закрыть передний верхний клапан короба к кронштейнам снизу закреплены две направляющие и нож, а для закрытия боковых верхних клапанов короба – две гнутые трубки.
Узел закрытия верхних клапанов опирается на поперечину с торцевыми пластинами. Торцевые пластины крепятся к механизму регулирования, верхней частью закреплены к блокам, внутри которых имеется гайка, и которые установлены на винты. Винты установлены в каркасе посредством подшипниковых опор. В нижней части торцевые пластины закреплены к линейным подшипникам, установленным на шлифованные валы.
Для подъема-опускания узла закрытия верхних клапанов предназначен маховик. Вращение ручки маховика приводит к синхронному вращению винтов, благодаря цепной передаче, и в результате вращения винтов перемещаются блоки, а вместе с ними и закрепленный к ним узел закрытия верхних клапанов. Для регулировки натяжения цепи предусмотрены натяжители.
Принцип работы узла закрытия заднего верхнего клапана короба следующий. Короб с продукцией, перемещаясь на рольганге, входит в зону контроля фотоэлектрического датчика, который закреплен на ленточном транспортере в передней части рольганга в заданной точке. Сигнал, поступивший от датчика, обрабатывается системой управления, которая выдает команду на мотор-редуктор, проворачивающий лопасть на 180°, и в результате вращения лопасть закрывает верхний задний клапан короба. Срабатывание лопасти контролируется индуктивным датчиком, который закреплен на направляющей в заданной точке.
Передний верхний клапан короба закрывается, наезжая на направляющие. В последнюю очередь закрываются боковые верхние клапана, наезжая на две гнутые трубки.
Заклейщик работает полностью в автоматическом режиме без оператора и встраивается в производственную линию укладки продукции.