Существует 3 важных индикатора, которые используются в бережливом производстве для оценки и настройки производственных процессов предприятия.
В традиционных производствах они встречаются редко, а ещё реже используется для принятия решений.
Возможно это связано с недопониманием, некой сложностью расчета и отличием от традиционных методов анализа хозяйственной деятельности предприятия. Несмотря на это, бережливое предприятие должно оперировать данными показателями и извлекать из них максимальную пользу. Ниже даны определения и важные моменты по каждому из них.

Время lead time
- Order lead time - самое полное время прохождения заказа от заявки от клиента до получения клиентом готовой продукции. Время производственного цикла плюс время, затрачиваемое на последующих стадиях процесса на доставку продукта клиенту, включая задержки при обработке заказов и передаче их в производство, а также задержки, вызванные недостаточностью производственных мощностей для выполнения заказов клиенту. Другими словами это время ожидания продукта клиентом¹.
- Production lead time /throughput time (время производственного цикла или время выпуска или общее время цикла продукта) - часть order lead time. Время прохождения заказа только внутри производства. Время обработки заявки, время доставки клиенту сюда не входит. Время прохождения продукта через весь процесс или поток создания ценности от начала до конца. На уровне предприятия оно часто носит название времени "от двери до двери" . Данное понятие также применяется для обозначения времени прохождения проекта от начала до конца или времени прохождения продукта всех стадий от сырья и материалов до поставки клиенту готового изделия¹.
Для расчета времени производственного цикла считается время обработки продукта на всех стадиях производства (например: резка, гибка, сварка, точение, фрезерование, сборка и .т.д), а также время пролеживания в виде незавершенного производства, время перемещения изделий/деталей между производственными станциями/участками и другие стадии, которые происходят с изделием по потоку создания ценности.
Прежде чем рассчитывать lead time целесообразно нарисовать карту потока создания ценности. По карте будет видна общая картина, какие этапы проходит продукт от начала до конца, где и сколько хранится запаса и как происходят коммуникации между разными этапами производства.
Пример расчета order lead time:
Возьмём для примера небольшое предприятие, по производству деревянных игрушек. Заказчик отправляет заказы еженедельно, следовательно, плановый отдел включает заказы также еженедельно. На складе хранятся запасы обработанной древесины. Запасы пополняют на основание прогноза спроса, в среднем на складе имеется запас на 3 недели. Количество запаса может достигать 2 месяца. В производстве проходят 5 стадий: отрезка балванки, фрезерование и шлифовка, покраска и упаковка. Времена цикла соответственно 5 сек, 3 мин, 2 мин, 20 мин, 10 мин. На покраске красят сразу партию игрушек по 10 шт. , упаковывают тоже по 10 шт. в коробку. После отрезки хранится порядка 100 шт. отрезанных балванок, после шлифовки 25 шт., после покраски 50 шт. Готовые игрушки отправляют на склад, где они могут храниться до 2 недель пока клиент не заберёт заказ. Время такта равно 3 минуты.
Рассчитываем время order lead time:
1. Время обработки заказа от клиента - 1 неделя
2. Время производства (операции плюс пролеживание запасов):
Время выполнения операций: 5/60 + 3 +2 + 20/10 +10/10 = 0.08 + 5 + 2 + 1 = 8.08 мин.
Время пролеживания запасов:
100 * 3 + 25 * 3 + 50 * 3 = 525 мин. = 8.75 ч.
Все суммируем и получаем 1 неделя, 8.88 часа .
Мы видим, что при довольно коротком цикла производства (production lead time ) около 9 часов, общее время прохождения заказа составляет больше недели. Если мы посмотрим, сколько из этого времени составляет время добавления реальной ценности для клиента, то увидим насколько оно мало относительно общего времени прохождения заказа.
Понимание lead time даёт основу для улучшения всего потока создания ценности. При этом позволяет избежать локальной оптимизации (когда точечные улучшения не приводят к улучшению общего потока, а иногда даже приводят к его ухудшению). Основные направления для улучшений это сокращение запасов, сокращение времени пролеживания, сокращение ненужных этапов производства или перемещения, и в конечном итоге сокращение времени выполнения заказов и повышение удовлетворенности клиентов.
Время цикла
Время цикла (cycle time) показывает как часто процесс выдает готовый продукт и рассчитывается на основе наблюдений. Оно включает в себя операционное время плюс время требуемое на подготовку оборудования , загрузку и выгрузку продукта. Точный расчет времени цикла может зависеть от конкретных условий. Например, если в процессе покраски каждые 5 минут производится покраска партии из 22 деталей, то время цикла для каждой партии равно 5 минутам. Однако, время цикла отдельной детали составит 13.6 сек. (5 мин. Х 60 сек. = 300 сек.; 300 сек. : 22 шт. = 13.6 сек.)¹.
Время цикла включает, как время добавления ценности, так и необходимые действия , не добавляющие ценность (например, закрепление и снятие заготовки, запуск программы и т.п.)
Однако, время цикла не включает ненужные действия (потери), без которых можно обойтись. Например, ожидание крана, поиск чертежа, ожидание деталей, переналадки и другое.
Подробнее о потерях 👉 здесь.
Замеры времени цикла целесообразно делать несколько раз (около 10). В расчет принимается время наиболее медленное, повторяющийся несколько раз. Для оценки можно использовать различные методики: хронометраж, фотографирование рабочего места, самозапись, метод опроса и интервью, ММН и др. Так же можно пользоваться нормативными стандартами: ЕТКС (Россия), REFA (Германия) и др.
Например, во время цикла операции по лазерной резке листа железа можно включить следующие шаги:
- укладка листа на станок
- запуск программы
- резка (работа по программе)
- выключение программы
- снятие готовых изделий со станка, укладка в тару
- снятие отхода металла, укладка в зону с отходами
- очистка стола от окалины (если требуется)
Примечание: при расчете времени цикла полученное время нужно будет разделить на количество получившихся деталей.
Основная задача расчета времени цикла - это сравнить его с временем такта. Если время цикла выше времени такта, то заказ клиента не может быть выполнен и , следовательно , нужны улучшения, чтобы сократить время цикла (или увеличить время такта).
Время такта
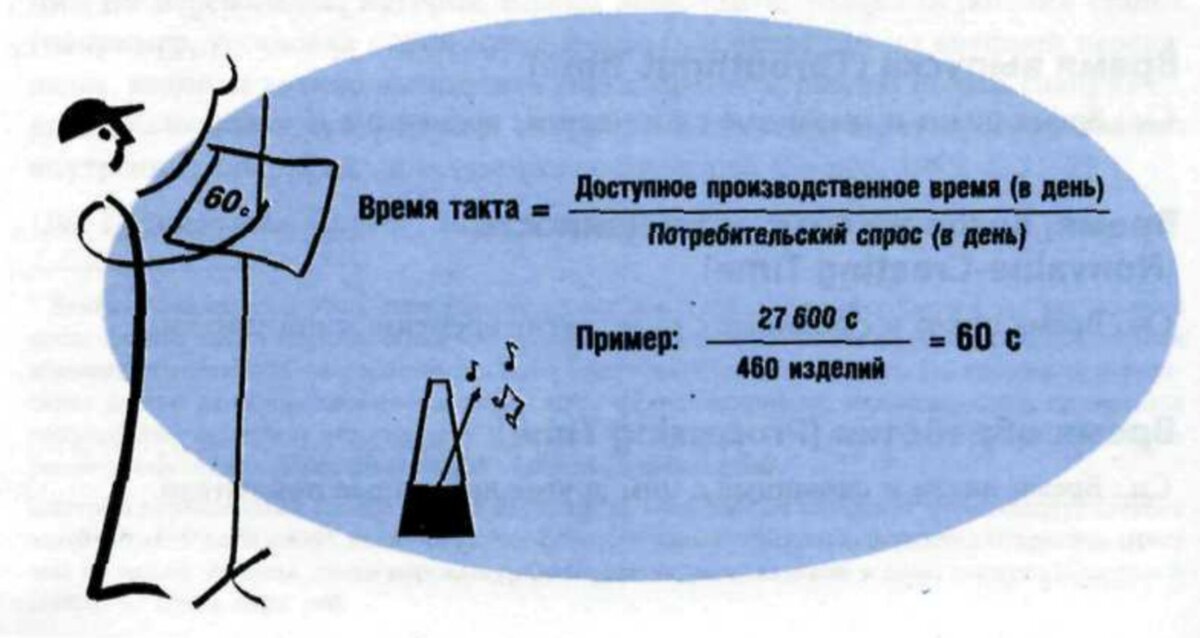
Время такта (takt time) - доступное производственное время, деленное на объем потребительского спроса.
Для наглядности можно представить, что производство это непрерывный состав вагонов, каждый из которых это определенный этап производства. Если каждый вагон будет двигаться со своей скоростью, то в конечном итоге будет хаос и для того чтобы вагоны не столкнулись нужно будет удлинять сцепку, что символизирует увеличение количества запасов между этапами производства . Если же каждый вагон двигается с одинаковой скоростью (согласно времени такта), то движение вагонов плавное и предсказуемое, они могут двигаться близко друг к другу (не требуется больших запасов).
Время такта - это величина, которую предприятие должно использовать для синхронизации со спросом клиентов.
Превышение времени цикла над временем такта может привести к неудовлетворению спроса клиентов, что приведет к дефициту товара или задержке доставки. Это может расстроить клиентов и повлиять на их лояльность.
С другой стороны, если фактическое время производства (время цикла) меньше такта, это приводит к перепроизводству. Следовательно, затраты на складские запасы возрастут, и потребуется больше места для хранения.
Таким образом , идеально если время такта равно времени цикла. Однако, по факту существует много обстоятельств , которые могут не позволить этого достичь.
Несмотря на универсальность данных показателей, точных формул их расчета не существует и на каждом предприятии могут быть свои нюансы, которые нужно учесть при расчете данных показателей и дальнейшем их анализе. В любом случае всегда нужно держать в фокусе основные цели их расчета и руководствоваться здравым смыслом.
______________
¹ "Иллюстрированный глоссарий по бережливому производству" под редакцией Ч. Марчвински и Д. Шука