Эффективность применения централизованных систем смазки доказана опытом их использова
ния на технологическом транспорте и мощном горнодобывающем оборудовании. Доказано,
что за счет сокращения времени на проведение смазочных работ возрастает сменная производительность оборудования, сокращаются затраты на ремонт и обслуживание, на запасные части, на смазочные материалы. Положительный опыт применения ЦСС позволяет с равным успехом использовать их и на другом оборудовании горнодобывающих предприятий, в частности, на дробильноизмельчительных комплексах.
Как правило, дробильноизмельчительные установки оснащаются двухлинейными или прогрессивными системами смазки.
Использование смазочных систем на дробильном и измельчающем оборудовании может быть показано на примере применения ЦСС на дробилках типа КРД-700/100 А или КРД-700/75 производства «ОМЗГорное оборудование и технологии».

В качестве основных элементов ЦСС КРД применяются:
- Блок управления работой смазочной станцией типа SA-E.380, FXYBU-2WX, с логическим управлением помещенный в металлический шкаф размером 600х600х21 OSA-200.
- Насосная станция типа Р-215-М100-30 XYBU-2K6/1К7-380-420
- Прогрессивные распределители смазки типа SSV6-N и SSV8-N
Электромагнитный клапан (З/2 WegeMagnetventil, 24V DC).
По заказу клиента ЦСС может комплектоваться насосом для авто
матической заправки смазочной станции Р-215 из 200 литровой ёмкости.
Принцип работы централизованной системы смазки для дробилок
Смазочная станция типа P-215 в комплекте с контролем уровня смазки в 30 литровой ёмкости размещается в непосредственной близости от дробилки. Станция имеет три насосных элемента, которые имеют возможность непосредственной регулировки выхода смазки.
Прогрессивные распределители смазки типа SSV6-N и SSV8-N с электронным счетчиком количества ходов предназначены для подачи
заданного количества смазки к парам трения.
Электронный контроль на распределителях смазки предназначен для регистрации заданного количества сделанных циклов. Питатель SSV6-N предназначен для подачи смазки к подшипникам ведущего и ведомого
валов дробилки (0.20 см3/ч и 0.40 см3/ч, соответственно).
Один из восьми выходов питателя SSV8-N предназначен для подачи смазки к противопылевому уплотнению дробящего конуса с потребностью 3.2 см3/ч. Подача смазки к верхнему подвесу дробилки (41.6 см3/ч) осуществляется непосредственно от насосного элемента К7.
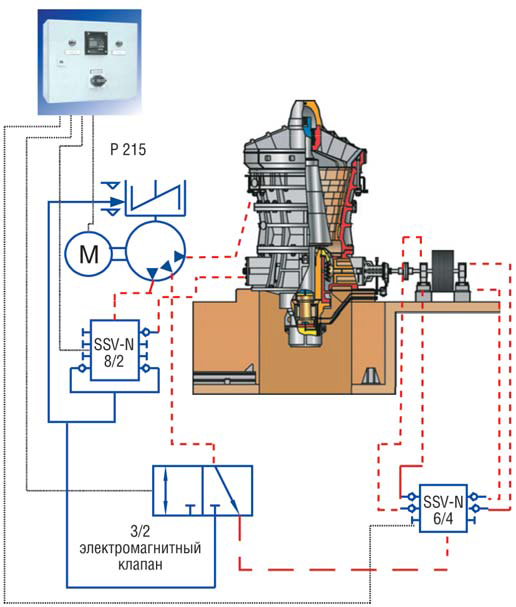
После подачи заданного количества смазки к подшипникам ведущего и ведомого вала электромагнитный клапан по команде блока управления переключается на линию слива смазки в емкость станции P-215. При достижении заданного количества смазки на противопылевом уплотнении дробящего конуса блок управления подает команду на отключение насоса. В это время, согласно установленной дозировки и подбора насосного эле
мента, подшипник верхнего подвеса дробилки получит 41.6 см3/ч.
По истечении времени паузы блок управления дает команду на включение насоса P-215 в работу. Согласно заданной потребности и периодичности подачи смазки к трущимся частям дробилки, согласованной с конструкторами, был подобран следующий режим централизованной системы смазки: время паузы – 47 мин., время работы – 13 мин.
Выбранный режим работы централизованной системы обеспечивает постоянное поступление смазывающего вещества малыми порциями в пары трения во время работы дробилки. Это в свою очередь препятствует попаданию загрязнений в пару трения и, тем самым, увеличивает срок службы подшипника и узла в целом.
В случае включения в комплект ЦСС бочечного насоса для автоматической заправки емкости насоса P-215 не требуется дополнительное оборудование на режим автоматической заправки. По мере снижения
уровня смазывающего вещества в ёмкости P-215 бочечный насос автоматически включается в работу и по мере достижения верхнего уровня автоматически отключается.
Опыт применения ЦСС на подобных установках позволяет утверждать, что потребное количество смазки может быть снижено не менее чем в два-
три раза. При этом качество процесса смазки не ухудшается, а наоборот оптимизируется.
Преимущества применения ЦСС:
- надежное обеспечение всех пар трения заданным количеством смазки;
- постоянная готовность дробилки к работе;
- сокращение времени на обслуживание и ремонт;
- сокращение расхода смазочного материала;
- сокращение расхода на запасные части;
- отсутствие зависимости работы дробилки от человеческого фактора.
Централизованная системы смазки для мельниц
В качестве основных элементов централизованной системы смазки применяются:
1. Насосная станция SAF.1 YL, с уровнем контроля смазки.
2. Блок управления работой смазочной станцией и возможным подключением нагревательного элемента и термостата для 200-литровой емкости, типа SA-Е.380, FXYBU-2WX, с логическим управлением, помещенный в металлический шкаф размером 600х600х2 ЮЗА-200.
3. Комплектная панель с форсунками распыливания густой смазки.
4. Термостат для 200 литровой ёмкости.
5. Нагревательный элемент для 200 литровой ёмкости.
6. По необходимости блок подготовки воздуха, трубопроводы и соединительные элементы.
Одним из энергоемких и металлоемких элементов как в материальном, так и в экономическом смысле, является зубчатый венец барабана мельницы. Ремонт и простой мельницы является очень чувствительным для потребителя.
Для увеличения срока службы зубчатого венца и шестерни привода на шаровых мельницах фирма Lincoln имет ряд стандартных решений по их смазыванию. В качестве одного из типовых решений по смазке венцовой шестерни предлагается комплект смазочного оборудования, состоящий из насоса, панели с форсунками распыливания густой смазки, блока управления и, по необходимости, прилагается нагревательный элемент и термостат. Насосная станция может размещаться в удобном месте, а панель с форсунками непосредственно на кожухе шестерни привода. Система смазки распыливания смазывающего вещества с хорошей прилипаемостью разработана специально для нанесения его на поверхность приводной шестерни, которая переносит эту смазку на зубья венцовой шестерни.
Применяемая смазка должна иметь консистенцию 0 или 00 согласно стандарта NLGIKlasse.
В случае понижения температуры смазки доведение ее до нужной консистенции обеспечивается нагревательным элементом, устанавливаемым на наружную поверхность 200 литровой ёмкости. Нагревательный элемент включается автоматически через общий пульт
управления.
Поддержание заданной температуры обеспечивается при помощи термостата. Форсунки распыливания смонтированы на одной панели
с расстоянием друг от друга в 150 мм. Контроль за работой форсунок по смазке происходит при помощи электронного датчика, установленного на прогрессивном распределителе, который также смонтирован на этой
панели. Контроль по воздуху происходит через реле давления, размещенного на панели подготовки воздуха.
Комплектная панель распыливания смазки монтируется на кожухе венцовой шестерни.
Панель подготовки воздуха размещается вместе с бочечным насосом в удобном месте.
Все элементы электрического контроля системы смазки распыливания имеют выход на блок управления, который в автоматическом режиме включает насос в работу и после выдачи заданной порции смазки отключает его. Блок управления смонтирован в металлическом ящике системой контроля типа Siemens S7 и текстовым дисплеем TD 200. Питание на управление электромагнитных клапанов и реле давления – по желанию заказчика (24 В или 230 В).
Согласно заданного режима работы блок управления дает команду на пуск насоса и одновременно на подачу воздуха к форсункам. Смазка поступает по трубопроводам к форсункам через прогрессивный распределитель. В форсунке воздух, смешиваясь со смазкой, наносится равномерным слоем на зуб шестерни привода или на зуб венцовой шестерни.
Рекомендуемый расход смазки подобран на основании совместной работы с изготовителями мельниц и смазочного вещества.
Наиболее оптимальным и хорошо зарекомендовавшим себя смазочным веществом для смазывания венцовых шестерен может быть предложена смазка типа MALLEUS GL 95 фирмы Shell.
Техноинжиниринг