С этой статьи начинается серия заметок о технологиях, применяемых в производстве сборных моделей.
Строго говоря модель можно сделать из чего угодно, хоть из хлебного мякиша, но это долго и сложно. Поэтому большинство моделистов предпочитает уже годовые наборы, значительная часть которых делается из различных пластиков.
На сегодняшний день основной материал для производства сборных моделей полистирол. В основном их делают путем литья высокого давления (ЛВД) и литья низкого давления (ЛНД). Так же встречаются модели, сделанные методом вакуумной формовки.
ЛИТЬЕ ВЫСОКОГО ДАВЛЕНИЯ (ЛВД)
При этом способе, расплавленный полистирол подается под давлением в 8-10 атмосфер в пресс-форму, установленною в термопласт-автомат. На выходе получается готовый литник, с деталями модели.

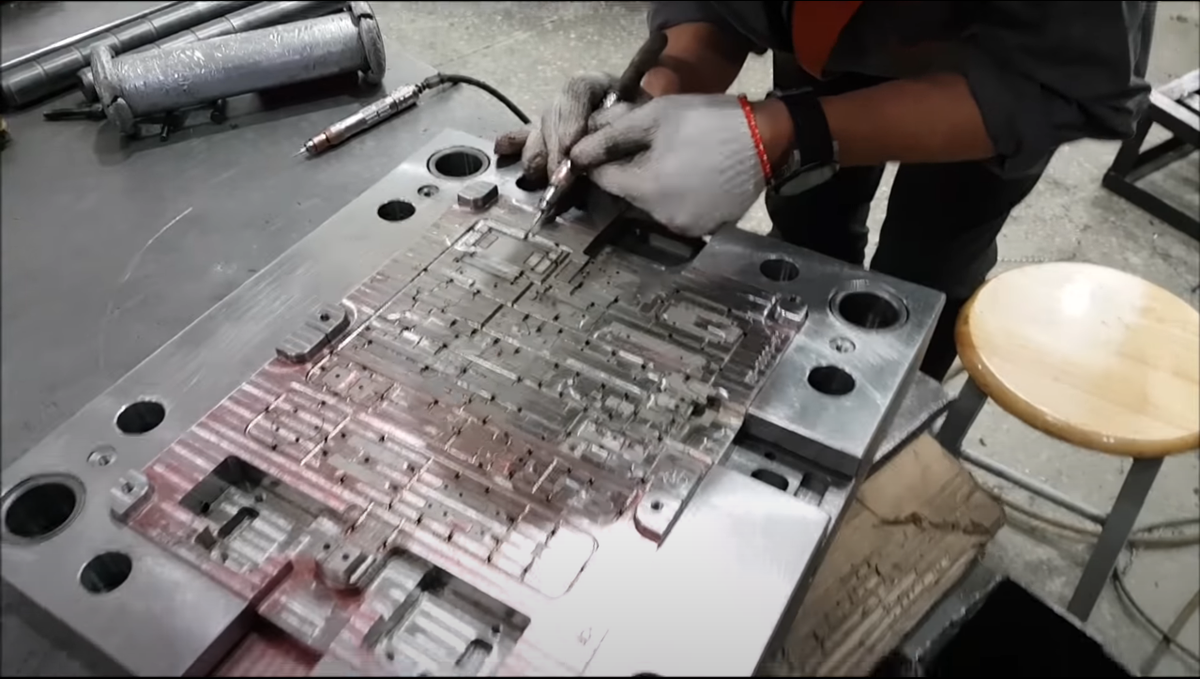
Пресс-форма, для литья высокого давления делается на путем фрезеровки, с последующей доводкой руками.
Данная технология имеет массу плюсов. Форма получается очень долговечной и при должном обслуживании может использоваться десятилетиями. В итоге цена модели падает за счет больших тиражей.
Но есть и недостатки. Процесс изготовления такой пресс-формы крайне сложен, кроме ручной доводки, в процессе создания формы необходимо снимать остаточное напряжение в металле (упрощенно говоря это деформации, возникающие в результате нагрева металла в процессе его обработки), провести закалку, и хромирование.
Всё это делает себестоимость пресс-формы для ЛВД очень высокой. Поэтому, по этой причине, производители выбирают модели, на которые есть стабильный спрос. Отсюда такое тридцатьчетверок, "тигров" и "мустангов" на прилавках модельных магазинов.
Помимо этого существуют технологические ограничения, критичные для моделиста. Основная проблема с такого ракурса, невозможность изготовить некоторые детали с учетом масштаба модели. Если сделать пластик тоньше определенного значения, отливка повредится при извлечении из пресс-формы. Справедливости ради, от этой проблемы не избавлено и литье низкого давления, речь о котором пойдет ниже.
ЛИТЬЕ НИЗКОГО ДАВЛЕНИЯ (ЛНД)
Данный метод получил особое распространение у чешских. польских и украинских производителей сборных моделей. Как следует из названия, при использовании этой технологии, пластик в пресс-форму подается под низким давлением.
При этом способе литья можно использовать пресс-формы изготовленные методом гальванопластики. Процесс таков - мастер-модель будущей отливки помещают раствор медного купороса и держат в ванной под электрическим током. Когда металл осядет на мастер модель, её заливают будущим материалом пресс-формы, получая одну из её половин.
Сам процесс гальванопластики относительно прост и не требует сложных станков, что позволяет изготавливать пресс-формы в кустарных условиях.
Таким образом данный метод очень хорошо подходит для небольших производителей, а так же делает рентабельным производство моделей редких прототипов.
Впрочем, недостатки здесь тоже есть. Не просто так основная масса ЛНД-моделей выпускается ч 72-м и более мелких масштабах. Гальванопластика накладывает серьезные ограничения на максимальный размер мастер-модели для литника. Как правило ЛНД модели уступают по деталировке и качеству литья ЛВД моделям. На них часто встречаются утяжины и облой, значительно хуже стыкуемость деталей. Часто они требуют много дополнительных трудозатрат и большого расхода шпаклевки.
При этом цена конечной отливки сравнима, с моделями литья высокого давления, а то и превосходит их. Последнее связано с тем, что пресс-формы, изготовленные с помощью гальванопластики имеют служат меньше, форм выточенных на ЧПУ.
ВАКУУМНАЯ ФОРМОВКА (ВАКУФОРМИРОВАНИЕ, ВАКУШКА)
На сегодняшний день изготовление сборных моделей с помощью вакуумной формовки пластика многие считают морально устаревшим. Тем не менее он продолжает применяться.
При изготовлении модели этим способом, лист полистирола помещают над матрицей, нагревают и откачивают воздух между ними. Нагретый лист оседает на матрице, повторяя её форму.
Процесс бесхитростный и не требующий особых затрат. При желании станок для вакуформовки можно изготовить самостоятельно. Не удивительно, что в своё время этой технологией пользовались многие производители моделей.
Дальше начинается интересное. Как можно видеть. на приведенных выше изображениях, детали такой модели можно отделить только вырезав из пластикового листа. Следствие этого не малые трудозатраты на обработку деталей, их подгонку, шпаклевку щелей. Часто требуется создать ребра жесткости для модели, чтобы избежать деформации деталей, после сборки.
В общем, собирать вакуформованные модели, занятие для сильных духом. Не удивительно, что при наличии других технологий производства сборных моделей вакуумная формовка отошла на второй план. Тем не менее технология продолжает применяться. Почему так? Этот способ позволяет обойти проблему дороговизны фрезерных работ и технологические ограничения гальванопластики. Так же эта технология хорошо подходит для производства некоторых дополнений к моделям - например остекления кабины пилота.
Как-то так. Надеюсь, что было интересно. Если есть какие-то замечания и дополнения, пишите в комментариях.
#моделизм #стендовыймоделизм #технологии производства моделей