Самая распространённая причина простоя в производстве – это несвоевременное выявление дефектов приводящих к поломке узлов оборудования. Как перейти к безотказной работе, сократить стоимость обслуживания, и в текущих условиях наращивать производительность? Ответ простой - реализовать комплексную диагностику оборудования на основе нескольких методов неразрушающего контроля: визуальном контроле, термографии, статическом тестировании, динамической диагностике с расширенным вектором Парка, спектральном анализе тока и напряжения, а интеллектуальная комплексная диагностика способна выявить нарушения в работе оборудования и предотвратить дорогостоящие технологические простои. Представьте себе, что вы всегда можете быть уверены в работоспособности своих промышленных активов, где бы вы ни находились. Рассмотрим возможности и подходы интеллектуальной предиктивной диагностики на примере нескольких электродвигателей.
Результаты диагностики синхронного двигателя мощностью 10000 кВт. Синхронный электродвигатель воздушного компрессора мощностью 10000 кВт, напряжением 6кВ, номинальным током 1097 А, частотой вращения 2990 об/мин. В эксплуатации больше 40 лет на металлургическом комбинате. Последний капитальный ремонт связан с восстановлением изоляции после пробоя. На рисунке 1 электродвигатель, подготовленный для визуально-оптического контроля, который последовал после проведения электродиагностики в динамическом режиме.

На первом этапе работ выполнялась электродиагностика с использованием системы ТЕСЛАМАШИНЫ. На рисунке 2 представлен частотный спектр активной и реактивной мощности, полученный системой с выявленным отклонением, указывающими на наличие развившегося дефекта в электромагнитной системе электродвигателя.
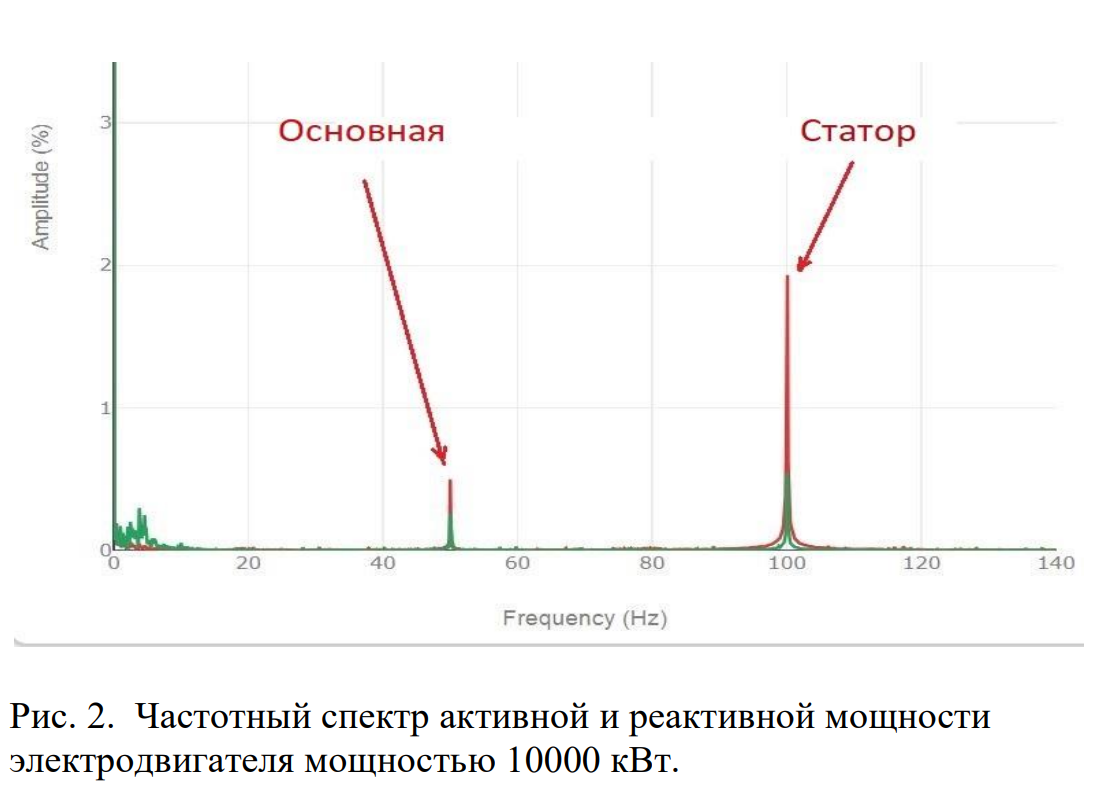
Признаки отклонения (дефекта): наличие в спектре активной и реактивной мощности амплитуды в пределах 2% с пиком на частоте 100 Гц, указывающей на электромагнитные отклонения, как в сердечнике статора, так и в самой обмотке. Вибрация, обусловленная не только эффектом магнитострикции, но и вибрацией пластин шихтованного сердечника и в том числе обмоток статора. Визуально-оптический контроль двигателя, проведённый в воздушном зазоре, подтвердил наличие расшихтовки крайних пакетов стали сердечника статора и неудовлетворительное их состояние (рис.3).
Аналитическая обработка данных спектра и графика вращающего момента (рис.4) указали на наличие механических составляющих в работе агрегата, признаков несбалансированности. Пульсации вращающего момента достигли уровня 33,16 %, при эталоном значении для такого типа агрегатов в 25%. Наблюдаются высокоамплитудные колебания вращающего момента, связанные с изменениями механической нагрузки в интервале 978-1290 Н/м.
Полученные данные по вибродиагностическому контролю подтвердили механические проблемы и указали на бой вала с ослаблением фиксации подшипниковых опор №№ 3,4,8. Согласно кинематической схеме агрегата эти отклонения выявлены в редукторе и опорах рабочего колеса (рис.5).
Результаты диагностики электродвигателя постоянного тока мощностью 75 кВт. Электродвигатель мощностью 75 кВт, напряжением якоря 220 В, ток якоря 530 А, частотой вращения 25 об/мин. Двигатель находился во время измерений в рабочем режиме на заданном токе упора (максимальном токе). На первом этапе работ выполнено динамическое тестирование для выявления отклонений в электрических параметрах с использованием комплекса ЕХРLORER4000 (Megger&Baker). Результаты динамического тестирования представлены на рисунке 6.
По результатам нескольких тестов проведённых этим комплексом, в период наблюдения, выявлено увеличение пульсаций тока якоря. На рисунке 7 представлен временной тренд пульсаций тока якоря по результатам мониторинга электродвигателя. Как мы видим наблюдается увеличение характера пульсаций тока якоря вследствие деградации состояния якоря.
По результатам электродиагностики принято решение о визуально-оптическом осмотре электродвигателя с применение видеоэндоскопа. На рисунках 8,9 представлены фото результатов осмотра элементов якоря видеоэндоскопом OLYMPUS IPLEX ULTRALITE. На рисунке 8 изображён коллектор. По результатам видеоэндоскопии выявлены следующие дефекты коллекторных пластин: износ, задиры кромок; политура с бороздками и царапинами; поверхностные подгары с потемнением пластин.
На рисунке 9 изображены эвольвенты коллекторных пластин якоря. Наблюдается отслоение лакокрасочного покрытия в результате теплового нагрева и как следствие снижение электрической прочности.
Методы диагностики с применением современных приборов и интеллектуальных систем наиболее эффективно позволяют выявлять отклонения и дефекты электрических машин как в работе, так и во время плановых остановок. Применение нескольких методов неразрушающего контроля и в целом техногенной диагностики позволяют в полной мере получить информацию об электрической машине. В целом получить информацию о фактическом состоянии без разбора самой машины Из приведенных результатов диагностики видно насколько информативно такой комплексный подход позволяет выявлять и определить отклонения в самом электродвигателе.
На основании полученных данных и их анализа можно проводить мероприятия по техническому обслуживанию по фактическому состоянию и предотвращать незапланированные простои, что особенно актуально на фоне существенных ограничений в поставках комплектующих. Поэтому особенно важным фактором является обеспечение их эффективной работы и своевременное выявление причин, которые могут привести к их выходу из строя. Решить проблему диагностики в полной мере позволяет представленная комплексная предиктивная диагностика.
Она сочетает в себе диагностические приборы с инновационными алгоритмами определения неисправностей, которые объединяют в себе самые последние достижения в области диагностики и мониторинга состояния электродвигателей. Очень важно понимать, что в части электродиагностики существуют комплексы и системы, которые расширяют возможности и основаны они на работе и получении легко измеряемых электрических величин, и эти системы можно использовать во всех случаях, включая те, где физический доступ к электродвигателям ограничен (например, погружные насосы или двигатели в ограниченных зонах). Особенно когда в этих условиях нельзя применять типичные методы диагностики и мониторинга, основанные на анализе вибрации и температуры и визуально-оптическом контроле.
Д.П. Гайдаржи, М.А. Чухляев, Э.В. Деменчук, ООО «ТЕСЛАМАШИНЫ»