Типичным примером станочных направляющих, применявшихся повсеместно на протяжении около 100 лет, являются направляющие скольжения токарного станка (рис. 1).

Рис. 1. Токарный станок со старой системой направляющих
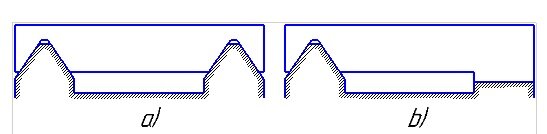
Рис. 2. Поперечные сечения направляющих систем
a– старая, b – современная
На старом станке суппорт перемещается по двум треугольным призмам на станине, отмеченным двумя стрелками на рисунке 1. Это статически неопределимая система с очень большим числом избыточных связей. Поэтому для обеспечения нормальной работы станка требуется очень высокая точность изготовления контактных поверхностей суппорта и станины. На практике это достигалось обязательным ручным шабрением этих поверхностей после их шлифования.
Около 60 лет назад кто-то догадался, что одна из двух призм избыточна и заменил ее опорной плоскостью (рис. 2 b).
Это ещё не статически определимая система, но в ней гораздо меньше избыточных связей, что позволило отказаться от шабрения, поскольку шлифование оказывается здесь достаточным для обеспечения приемлемой точности сопряжения суппорта со станиной.
Благодаря этой системе станки стали точнее и жестче.
В наши дни почти все производители станочного оборудования с направляющими скольжения применяют именно такие системы.
Однако, уже несколько лет описанная история направляющих систем повторяется на качественно новом уровне.
Сегодня всё шире в станках применяются рельсовые направляющие качения, в том числе в токарных станках (рис. 3).
Рис. 3. Токарный станок с рельсовыми направляющими качения (отмечены двумя стрелками)
На каждой из подвижных частей станка (суппорт и задняя бабка) жестко закреплены четыре шариковые или роликовые каретки, посредством которых эти части установлены на рельсах.
Это в столь же высокой степени статически неопределимая система, как и направляющие скольжения по рис. 2 а), со всеми негативными последствиями.
Основные недостатки такой системы:
- неизбежное присутствие не поддающихся расчету избыточных нагрузок на тела качения;
- крайне неравномерное распределение рабочей нагрузки между телами качения;
- невозможность применения кареток качения с предварительным натягом.
Всё это предопределяет относительно низкую точность и жесткость станка, а также быстрый износ такой направляющей системы.
В большинстве станков два рельса расположены близко друг к другу и закреплены на одной станине, что обеспечивает относительно простое обеспечение высокой точности положения сопрягаемых поверхностей. Благодаря этому отрицательное действие приведенных выше недостатков может быть сведено к минимуму.
Ситуация существенно хуже для крупногабаритного оборудования, в котором также все чаще применяются такие направляющие системы, например, в больших обрабатывающих центрах. В таких машинах большой портал шириной свыше 5 метров перемещается на четырех шариковых или роликовых каретках по рельсам, длина которых может составлять десятки метров (рис. 4).
Рис. 4. Современный обрабатывающий центр
Здесь рельсы закреплены на раздельных стальных опорах, которые, в свою очередь, опираются на металлические или бетонные строительные конструкции. Это делает невозможным обеспечение достаточно высокой точности относительного положения рельсов. Кроме того, во время эксплуатации машины, свое негативное воздействие оказывает неизбежная неравномерная осадка фундаментов строительных конструкций.
Всё это значительно усиливает приведенные выше недостатки. Для их устранения нужно рельсовую систему направляющих сделать полностью статически определимой.
Такие решения известны, смотри, например, раздел «Механизмы линейного перемещения» Основной статьи сайта www.pravmash.ru . Но ни один производитель станков не хочет применять их в своей продукции. Возможно, придётся ждать несколько десятков лет, как это имело место с направляющими скольжения.
#Станки #направляющие для станков #популярная механика