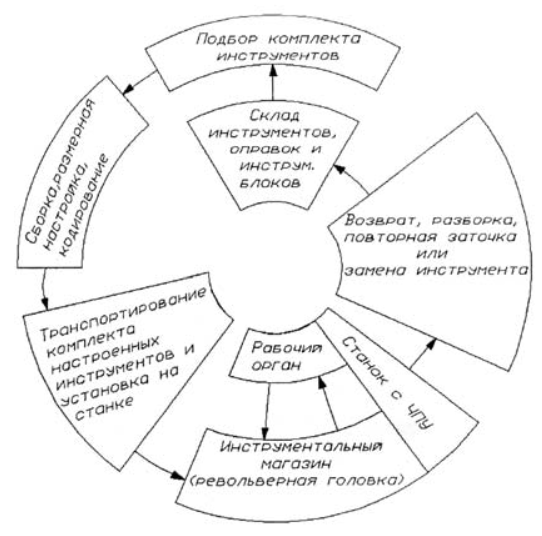
Обработка заготовок на станках с ЧПУ производится, как правило, последовательно несколькими режущими инструментами. Схема использования режущих инструментов представлена ниже. Это требует наличия на станке соответствующего комплекта, собранного и настроенного в специальных державках и отправках, режущего инструмента, установленного в инструментальном магазине.
Автоматическая смена инструмента, когда магазин не перемещается («рука»).
Для поиска инструмента при каждом включении станка в сеть происходит поворот магазина до базового гнезда №1 для настройки системы поиска нужного гнезда. В дальнейшем ЧПУ имеет информацию, в каком положении находится магазин, в связи с чем поворот в требуемую позицию совершается по кратчайшему пути, даже минуя гнездо №1
Специфика применения таких инструментов состоит в том, что поворотный магазин чаще всего имеет боковую установку и используется на станках с вертикально расположенным шпинделем. В устройстве используется двухзахватная рука – манипулятор, который извлекает фрезу из шпинделя, проворачивается на 180° и устанавливает инструмент для выполнения следующей операции. Ось шпинделя в момент загрузки располагается так, что ось поворота руки находится на равном расстоянии между осью шпинделя и разгрузочно-загрузочной позицией магазина. Оба конца руки снабжены специальными пружинными захватами.
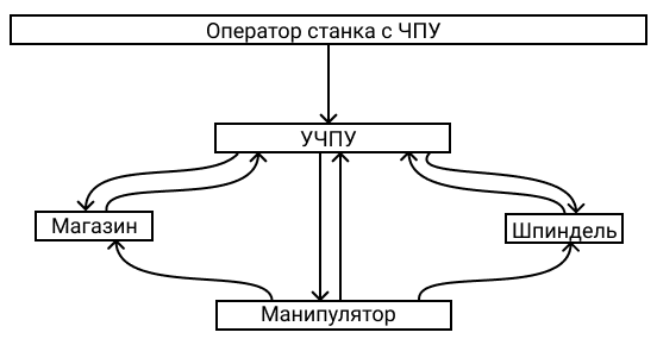
Принцип действия автоматической смены инструмента:
- Ввод оператором станка номера ячейки: текущего и требуемого инструментов;
- Шпиндель смещается в позицию смены инструментов;
- Определяется положение ячейки требуемого инструмента;
- Перемещение выбранной ячейки в точку смены инструмента;
- Перемещение манипулятора в верхнее положение;
- Захват инструмента из магазина и шпинделя;
- Разжим инструментов;
- Перемещение манипулятора в нижнее положение;
- Поворот манипулятора на 180°;
- Определяется положение ячейки текущего инструмента;
- Перемещение выбранной ячейки в точку смены инструмента;
- Перемещение манипулятора в верхнее положение;
- Зажим инструмента;
- Перемещение шпинделя в рабочую зону станка;
- Выполнение коррекции длины инструмента.
Автоматическая смена инструмента, когда магазин перемещается («зонтик»).
Принцип действия автоматической системы:
- Ввод оператором станка номера ячейки: текущего и требуемого инструментов;
- Шпиндель смещается в позицию смены инструментов, находящуюся рядом с магазином инструментов;
- Магазин инструментов перемещается в эту же точку;
- Сцепление инструмента с пустой ячейкой;
- Разжим инструмента;
- Перемещение шпинделя в верхнее положение;
- Определяется положение ячейки требуемого инструмента;
- Перемещение выбранной ячейки в точку смены инструмента;
- Перемещение шпинделя в нижнее положение;
- Зажим инструмента;
- Перемещение манипулятора в верхнее положение;
- Перемещение шпинделя в рабочую зону станка;
- Перемещение магазина инструментов в базовую зону;
- Выполнение коррекции длины инструмента.
Автоматическая смена инструмента на станках с ЧПУ повышает производительность, помогает сократить простои и время на смену обрабатывающего элемента.