Для выявления несплошностей радиографический контроль, или РК, был и остается одним из наиболее надежных и достоверных видов неразрушающего контроля.
- Метод используется для наиболее ответственных объектов, включая магистральные и технологические нефте- и газопроводы, всевозможные сосуды, трубопроводную арматуру.
- Метод успешно практикуется в атомной и аэрокосмической отраслях – для обследования деталей с большой радиационной толщиной и объектов из алюминия и композитных материалов.
- Рентгеновский контроль нашел свое применение и в экспериментальных испытаниях, например, контроль технологических трубопроводов, находящихся на «режиме».
Метод «реализует» проникающую способность рентгеновских лучей. Они по-разному поглощаются металлом и внутренними дефектами, и это отчетливо видно на рентгеновских снимках. Чем больше толщина объекта контроля, тем больше должно быть напряжение на аноде, чтобы рентгеновское излучение не было полностью поглощено исследуемой деталью.
Объект контроля. Особенности и сложности проведения контроля
Объектом контроля сварные соединения металлоконструкций с толщинами 70 и 80 мм, усиление сварного шва 2 мм. Выбор метода РК обусловлен технологической картой на проведение контроля на объектах Заказчика.
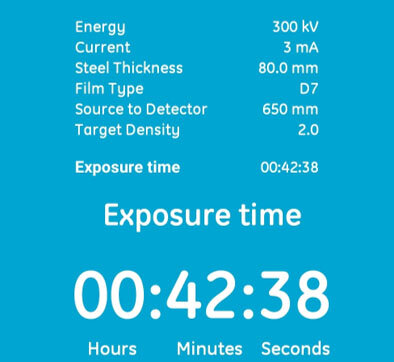
По требованиям технологической карты, предусматривается радиографический контроль на пленку AGFA D7 PB VACUPAC. По расчетам, время экспозиции с применением аппарата Eresco 65MF4 составляет порядка 42 минуты, что накладывало серьезные ограничения и, как следствие, производительность строительства значительно снижалась.
Какую нормативную документацию используем
Испытания проводились с учетом требований ГОСТ ИСО 17636-2-2017, ГОСТ 7512-82 и ГОСТ 20426-82. Максимальное допустимое напряжение источника ионизирующего излучения(ИИИ) регламентировано ГОСТ 20426-82 «Контроль неразрушающий. Методы дефектоскопии радиационные. Область применения».
Ограничений по минимальным параметрам напряжения и тока нет, однако, при контроле объектов с большой радиационной толщиной нужно учитывать, что чем меньше напряжение на аноде блока излучения, тем сильнее начинает сказываться рассеянное излучение, что приводит к ухудшению качества получаемого изображения.
Что ищем и измеряем
Несплошности, включения, подрезы сварного соединения.
Методы контроля и применяемое оборудование
Радиографический контроль проводился с применением комплекса цифровой радиографии «ЦИФРАКОН». Размер пикселя – 124 мкм. Размер рабочего поля детектора 253,95× 317,44 мм. Контроль проводился в соответствии с требованиями ГОСТ ИСО 17636-2-2017 «Способы рентгено- и гаммаграфического контроля с применением цифровых детекторов».
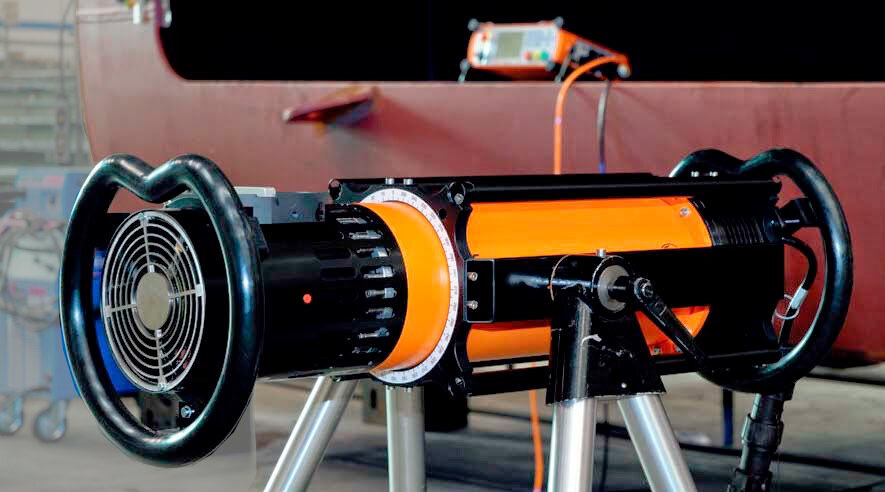
Из имевшихся в наличии рентгеновских аппаратов заказчика самый производительный – рентгеновский аппарат ERESCO 65 MF-4 постоянного потенциала. Аппарат устанавливался на расстояние 650 и 1000 мм, до ближайшей поверхности объекта контроля. Режим работы – анодное напряжение 300 кВ, анодный ток – 3.0 мА. Детектор устанавливался вплотную с обратной стороны объекта контроля.
Параметры экспозиции: длительность кадра – 20 сек, количество кадров на снимок – 30, длительность экспозиции – 600 сек.
Полученные результаты: характеристики снимка, определяющие качество цифрового изображения
Чувствительность контроля определялась с использованием канавного эталона №12 , проволочного эталона №13 и проволочного эталона W6 Fe ISO для стали.
Требуемая чувствительность 1,25 мм (класс чувствительности 2 ГОСТ 7512-82), для пластины толщиной 80 мм. Требуемая чувствительность 1,00 мм (класс чувствительности 2 ГОСТ 7512-82), для пластины толщиной 70 мм.
Для определения нерезкости изображения использовался проволочный эталон дуплексного типа в соответствии с требованиями ГОСТ ИСО 17636-2-2017.
Согласно Приложению С ГОСТ ИСО 17636-2-2017, для определения нерезкости изображения первая пара проволочек, которые будут сливаться в одну, для пластин толщиной 70 и 80 мм должна быть пара D6 (таблица 1).
Отношение сигнал-шум нормализованное, SNRn требуемое: 70 (для класса А, согласно ГОСТ ИСО 17636-2-2017, пункт 7.3.1. таблица 3)
Результаты контроля
Полученные снимки:
Выводы
- Подтверждена возможность применения комплекса цифровой радиографии Цифракон для стальных объектов контроля с толщиной до 80+2 мм
- Качество получаемых цифровых изображений с применением: комплекса цифровой радиографии ЦИФРАКОН соответствует требованиям ГОСТ ISO 17636-1-2017 часть 2, по чувствительности контроля соответствует 2 классу чувствительности по ГОСТ 7512-82.