По долгу службы я сейчас много занимаюсь смазочными и сервисными материалами для пресс-форм. В данной статье я постарался собрать вместе все современные материалы и методики обслуживания пресс-форм термо- и реакто-пластавтоматов.
Очистить все детали пресс-формы
Перед началом любого мало-мальски серьезного технического обслуживания пресс-форма должна быть очищена. Разные типы загрязнений очищаются по разному. Для очистки рекомендуется использовать кисти и губки для "обильных" загрязнений или чистую ткань для финальных очистки и обезжиривания (желательно светлую, т.к. на ней видно как чисто почищена поверхность загрязнений).
Смыть легкорастворимые "обильные" загрязнения при помощи любого углеводородного растворителя. Это процесс самый простой и понятный, применяется почти во всех компаниях, где используют разные очистители: бензина-калоша, нефрас, дизельное топливо и т.п. в зависимости от бюджета. Важно, чтобы очиститель не был с высоким классом опасности самовоспламенения, поэтому ацетон и бензин лучше не использовать.
Отложения и конденсаты пластика, самые сложные в удалении загрязнения. Толстые слои пластика обычно удаляют механически - металлическими скребками и щетками,- перед чем иногда разогревают промышленным феном. Тонкие и остатки пластика лучше удалять специальными долгоработающими очистителями или пенками, которые способны долго находится на поверхности до 5-10 минут и растворять пластики. Я пользуюсь CLEAN-setral-EDK Spray.
Следы корродированного металла на пресс-формах лучше всего удалять специальными очистителями на основе "несильных" или фруктовых кислот. Такие очистители легко удаляют рыжие "подтеки" из охлаждающих каналов. К сожалению, пока не нашел очиститель, который смог справился с черными "въевшимися" пятнами на пресс-форме, предполагаю, что глубокую коррозию лучше не допускать (см. ниже). Я обычно пользуюсь профессиональным средством Petrofer Ferroclean SM, но наверное можно использовать кислотные очистители колесных дисков.


Обезжиривание перед нанесением смазки нужно делать обязательно, т.к. при этом удаляются отпечатки пальцев и мелкие загрязнения, что усиливает адгезию и срок службы смазки. На мой взгляд остатки грязной смазки с ваших пальцев - никогда не будут также хорошо работать как любая чистая смазка. Эту операцию лучше делать при помощи специальных быстроиспаряющихся очистителей - их иногда называют обезжиривали - непосредственно перед нанесением смазки. Лично я пользуюсь или CLEAN-setral-AN/U (обычные формы) или CLEAN-setral-FD (где нужен пищевой допуск).
Не забывайте в каналах выталкивателей и во втулках колонок остается много грязи. Эти отверстия также надо тщательно очищать и обезжиривать
После разборки и чистки всех деталей приступаем к сборке пресс-формы. При сборке есть возможность - я предлагаю ее пользоваться - и защищать неподвижные элементы и поверхности пресс-формы от коррозии и одновременно смазывать подвижные части и соединения пресс-формы. Как это делать смотри ниже.
Защита деталей пресс-формы от коррозии
Нерабочие и нетрущиеся поверхности всех элементов пресс-формы рекомендую защищать от коррозии, и нанесением консервантов.
Внешние поверхности пресс-формы рекомендуется защищать высокотемпературными восковыми консервантами: например PRO - setral - ACS (рабочая температура до +120 °С) или PRO - setral -11 X (рабочая температура до +70 °С). Восковые консерванты, при условии их достаточной термостойкости, создают достаточно толстую защитную пленку из воска и способны дополнительно защитить пресс-форму от отложений конденсатов пластика и продлить сохранность внешнего вида формы.
Неподвижные сопряжения, плоскости разъема и формообразующие поверхности лучше защищать специальными масляными консервантами: PRO - setral - KS или PRO - setral - FD (с пищевым допуском). Такие консерванты оставляют тонкую масляную пленку с антиржавейными присадками; они не уменьшают диаметр отверстий в сопряжении; их масло помогает при сборке пальцев, штифтов и призонных болтов. Кроме того такие специализированные консерванты не надо удалять с формообразующих при установке пресс-формы на термопластавтомат, т.к. они самостоятельно удаляются после 3-5 впрыскиваний пластика и не блокируют (забивают) выпора.
Смазывание поверхностей трения пресс-форм
Обычно я обезжириваю и наношу смазку на подвижные элементы непосредственно перед их сборкой.
Примечание: Если пользовались я консервантами, нужно дополнительно обезжирить поверхности трения перед нанесением смазки.
С недавних пор в Россию стали привозить очень хорошие смазки специально сделанные для пресс-форм - как например смазка SYN-setral-INT/300. Такие смазки очень хороши и решают сразу несколько задач:
- Почти в 100 уменьшается потребление смазки - смазка наносится в гораздо меньшем количестве и служит она без досмазывания в десятки раз дольше.
- На 2-3 часа увеличивается еженедельная работа термо- и реакто-пластавтоматов, т.к. не требуется остановки на досмазывание пресс-формы. Фактически на 1,5-3% увеличивается производительность и рентабельность ТПА без инвестиций в расширение бизнеса. Откуда возникает данное увеличение рабочего времени:
- простои ТПА уменьшаются на время необходимое для ежедневного досмазывания внешних элементов работающей пресс-формы (колонок, направляющих, выдвинутых частей толкателей), которое обычно делается с периодичностью от одних до трех суток и занимают от 15 до 60 минут.
- простои ТПА уменьшаются за счет значительного увеличения интервалов обслуживания формы в инструментальном цехе, например для чистки и замены смазки скрытых элементов пресс-формы и механизма привода выталкивателей - Повышается качество обслуживания пресс-форм - смазка и все обслуживание сосредотачивается в руках профессионалов инструментального цеха. Чистка и досмазывание формы на ТПА силами операторов и наладчиков уже не требуется.
- Уменьшается количество отказов и повышается средний ресурс пресс-формы. Выталкиватели и приводы знаков обычно скрыты внутри формы, доступ к ним затруднен и их качество их обслуживания нестабильно. Применение специальных смазок с очень длительным сроком службы позволяет резко увеличить их ресурс и уменьшить количество отказов механизации пресс-форм.
- Ассортимент применяемых смазок уменьшается до 1 смазки - смазка одинаково эффективно работает в труднодоступных толкателях и приводах, также на открытых колонках и направляющих. Также сокращается риск "перепутать" смазки
- Сокращаются трудозатраты на эксплуатацию пресс-форм, что позволяет более оптимально использовать трудовые ресурсы.
Как было сказано выше расход таких смазок гораздо меньше чем расход обычных смазок, даже так называемых высокотемпературных смазок. Очень часто уменьшение расхода специальных смазок полностью компенсирует их высокую стоимость и поэтому годовые затраты на покупку смазки уменьшаются. Все остальные преимущества идут приятным бонусом.
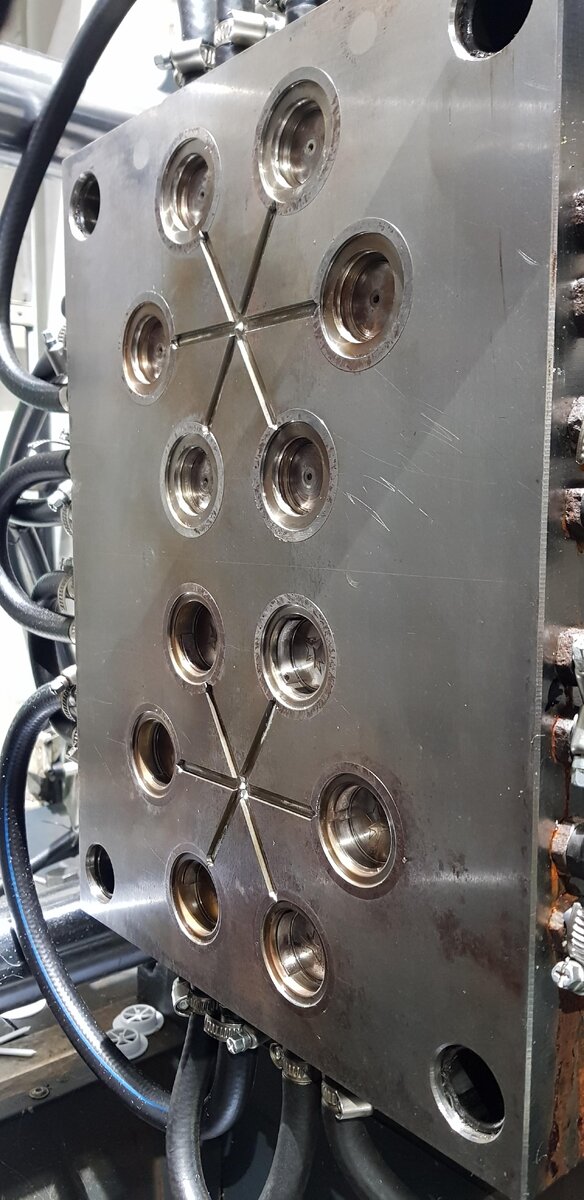
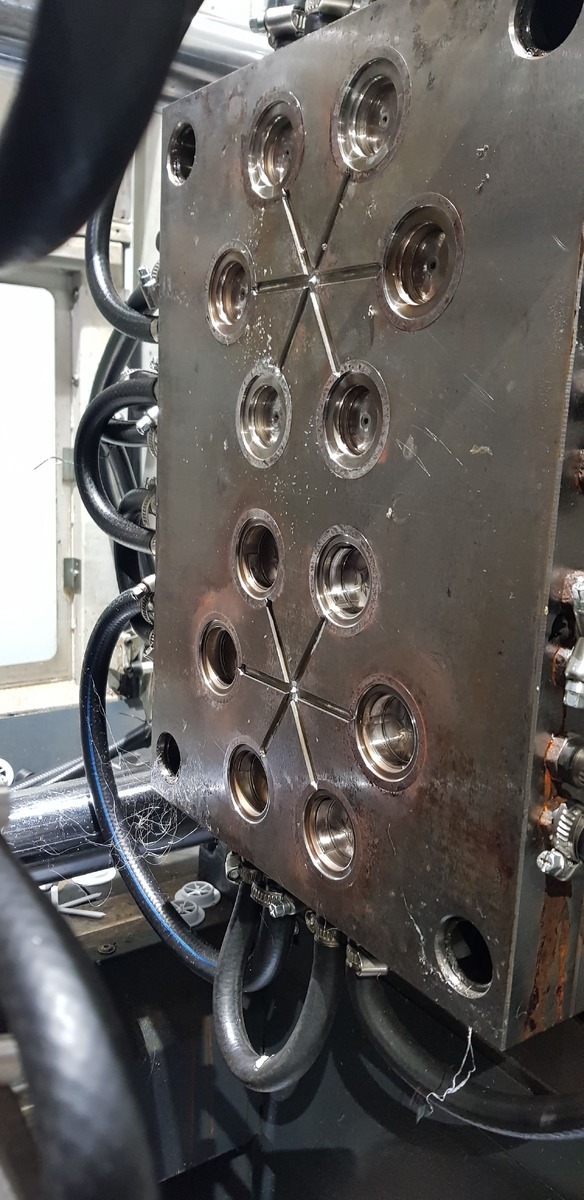
Обратите внимание: слой смазки минимальный, нужно смазывать также и отверстия изнутри - втулки колонок (губкой), каналы выталкивателей ( ватной палочкой или шомполом)
Таким образом мы разбираем, моем, чистим, собираем, смазываем и защищаем пресс-форму от коррозии. Подготовленную таким образом пресс-форму можно или сразу ставить на термопластавтомат или поместить на склад для временного хранения.
Срок хранения в первую очередь зависит от качества масляных консервантов и может достигать 6-12 месяцев без появления пятен коррозии. Восковые консерванты как правило обладают большим сроком защиты.