Не знаю, как вам, а мне всегда было интересно, как и что устроено и каким образом производится. Поэтому однажды я собралась и поехала на завод, чтобы посмотреть, как делают самые обычные полиэтиленовые пакеты.
Если осмотреться кругом, можно обнаружить, что пакеты окружают нас везде: пакеты-майки, выдаваемые на кассах магазина, более «гламурные» пакеты с вырубной ручкой, в которых так удобно таскать всё, что не помещается в сумку, маленькие пакетики на кухне, пакеты с шурупами и т.д. и т.п. И всех их объединяет одна маленькая гранула – гранула полиэтилена, из которой всё это добро в итоге будет сделано на заводе. Именно она определяет каким в итоге будет пакет: шуршащим или гладким, мягким или жестким, прозрачным или мутным.
Гранулы выбирают исходя из вида полиэтилена: ПВД (гладкий и плотный), ПНД (тонкий и шуршащий) и ПСД (что-то среднее между ними двумя). Довольно подробная статья об их различии есть на нашем сайте, можно ознакомится с цифрами и фотографиями, определяющими их различие.



Второе, чем гранулы отличаются друг от друга – это тип сырья: первичное и вторичное. Пакеты из «первички» прозрачные, красивые, однородные. Ее используют для производства пакетов, которые будут контактировать с пищевыми продуктами, хотя мусорные мешки из нее так же делают, да и для непищевой продукции используют часто. Она, ожидаемо, дороже. Вторичное сырье мутное, с вкраплениями, и неприятно пахнет. Его ни в коем случае нельзя использовать с пищевыми продуктами, хотя…
Это была скучная теория, перейдём же к тому, что происходит на самом заводе.
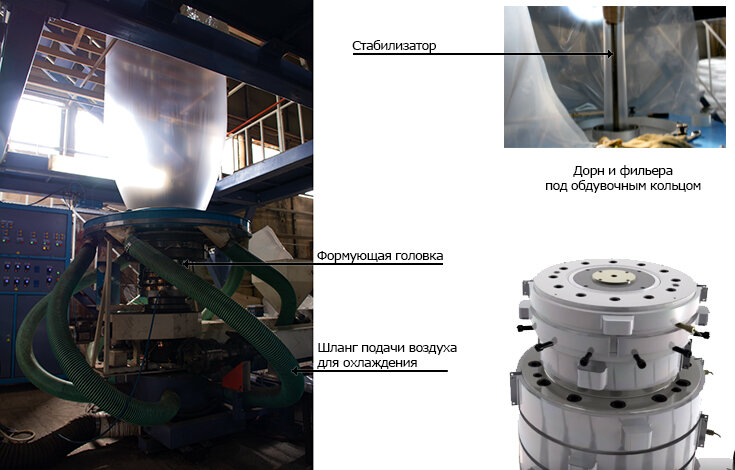
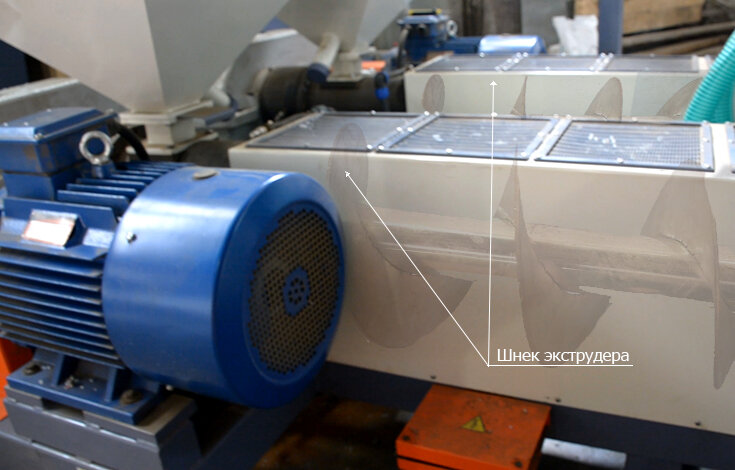
А происходит всё довольно интересно. Для начала определяется какие на данные момент пакеты будут изготавливаться, подготавливается масса гранул, в которую добавляют разные добавки (простите за тавтологию), в том числе красители, и всё это загружается в бункер экструдера. В котором сырье просушивается и поступает к шнеку, которые продвигает сырье к экструзионной головке, расплавляя его в процессе. Далее масса выдувается через экструзионную щель в формующей головке. Выглядит это всё эпично.
Представьте себе огромную прозрачную или цветную рюмку постоянно движущегося сырья. Внутри рюмки непрерывно подается воздух, который раздувает ее до нужных размеров. Именно эта рюмка определяет насколько широкий будет будущий пакет. Снаружи тоже дует не хило. Только воздух уже холодный. Он охлаждает всю эту пластичную массу, превращая ее в тонкую пленку.
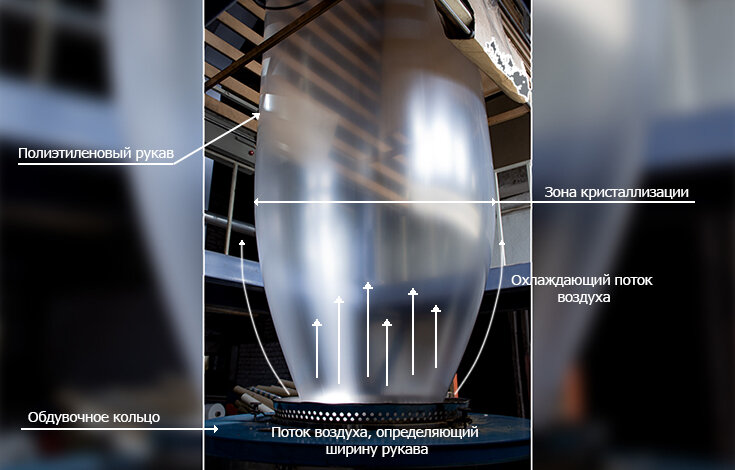
А вот толщина пакета уже формируется наверху полиэтиленовой рюмки. Когда масса пленки подходит к верху, то его ширина постепенно сужается с помощью так называемых щёк, и в конце концов входит в валы, которые наматывают ее на ролики. Но функция верхних валиков состоит не только в намотке, но и в определении толщины пленки. Они как-бы растягивают всю массу до нужной величины. Проще всего представить себе процесс, растягивая жвачку в руке. Чем сильнее тянешь, тем тоньше слой.
Так же сверху есть специальные складывающие ножи. Они образуют фальцы пакеты, или по-простому - боковые складки, если они предусмотрены конструкцией пакета. Далее пакет выравнивается и растягивается, и наматывается в ролики, которые переходят на следующий станок. По-моему, мнению, это самая интересная часть производства. Кстати, в экструдер еще иногда входит так называемый коронатор. Он «заряжает» как Кашпировский будущие пакеты определённым зарядом, и на них впоследствии хорошо ложится печать. Ещё одна интересная деталь касается бункеров подачи сырья. Если к экструдеру подходит 1 бункер, это значит на нем производится однослойная плёнка. Если 2, то двухслойная. Причем компоновка сырья может быть разной. Как-то, ходя по выставкам, видела даже 9-тибункерный экструдер. Конкретно на этом заводе стояли экструдеры для производства двухслойной пленки.
После экструдера роли с пленкой отвозят либо на пакетодельные машинки, либо на перфорацию, либо на печать.
Перфорация оказалась довольно скучным процессом. Вся пленка просто пропускалась через круглый вал со множеством иголок, разматываясь и наматываясь на другую шпулю уже перфорированной. Тут тоже есть свои тонкости, но они достаточно неинтересные.
С печатью всё просто. Активированная пленка просто подается на флексографическую машину, на которой наносится рисунок или логотип, выбранный заказчиком. Более подробно о печати напишу в своих последующих статьях.
Что касается пакетодельных машин. Это тема для отдельного разговора. Разновидностей таких станков просто немыслимое количество. На каждый тип и вкус пакета. Есть специальные машины для мусорных мешков, для пакетов с вырубкой, даже для пакетов с навесной ручкой есть свой отдельный вид (наркотика) пакетодельной машины. На заводе изготавливались фасовочные пакеты и пакеты с вырубкой, а также пакеты с гравировкой для банков.
Если рассматривать пакетодельную машину грубо, то она просто нарезает пакеты на нужные размеры и сваривает все швы, будь то швы по дну или боковые. Это самая простая машинка. В сложных аппаратах добавляются различные модули, которые формируют складку, усиление, вырубают различные типы ручек, перфорирую и наматывают в роли, приваривают ручки и завязки и т.д. и тп.
Иногда для вырубки просто приобретают вырубной пресс, и оператор пресса просто подкладывает массу пакетов, для вырубки самих ручек.
Ну а дальше всё стандартно. Формируются реализационные упаковки, упаковки отправляют на склад, далее к оптовым покупателям, и в конце концов попадают к нам в руки.