"Под водой можно сделать что угодно. Только труднее"(с)
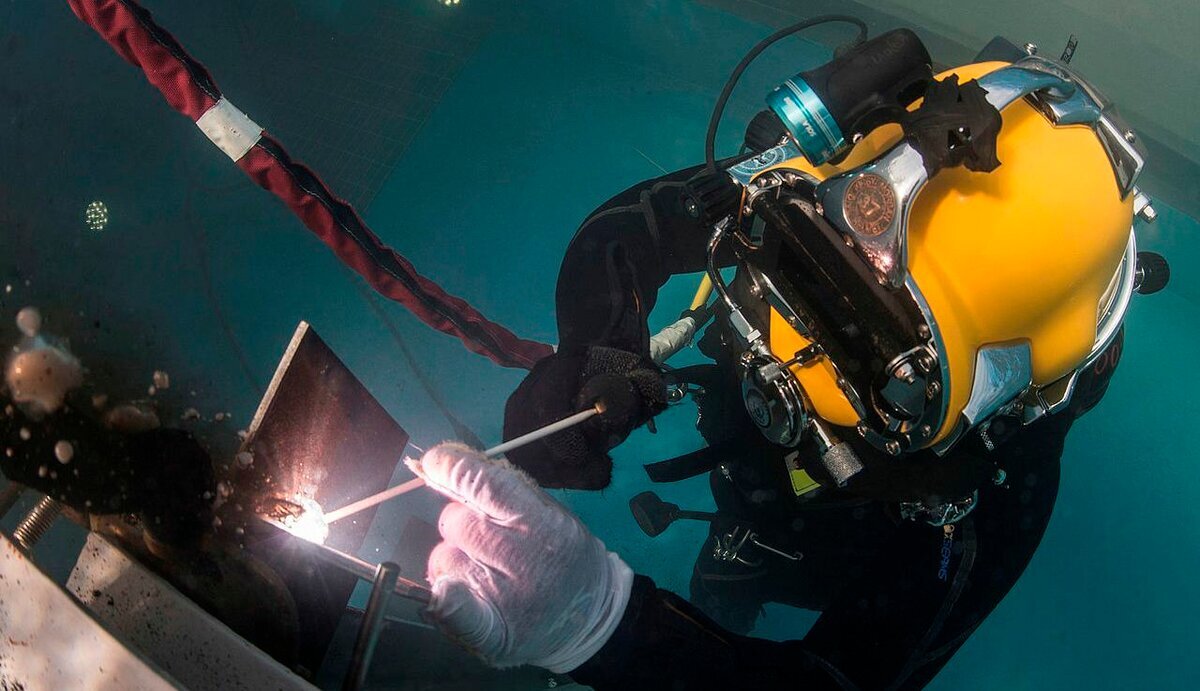
Есть такой род деятельности - подводная сварка/резка металла. Дело это трудное и чрезвычайно ответственное.
Многие ли из вас пробовали варить железо в гараже/на даче/ ещё где-нибудь? Говорим сейчас об электродуговой сварке плавящимся электродом, не лезем к полуавтоматам MIG/MAG, аргону и прочим технологиям. Интересно же, правда? Поджечь дугу, наблюдать как металл заполняет сварочную ванну, выходит шлак... И всё это с ярким свечением, теплом, плотной спецодеждой и другими прелестями. Кто-то варит хорошо, кто-то плохо. Кто-то за деньги, кто-то только для себя. А как дела обстоят под водой?
В воде возможно произвести только электродуговую сварку! Никакой газовой. Как правило, варят плавящимся электродом, хотя слышал и о "проволоке", даже картинку видел где-то в советском пособии. Но своими глазами не видел, а также не видел кого-то, кто видел или работал на подводном полуавтомате. Наверняка есть и современные образцы этой техники.
Для ручной подводной электродуговой сварки применяют только постоянный (или выпрямленный) ток! В военном ПВСе оговорено, что применять переменный можно только в исключительных случаях, с разрешения руководителя водолазных работ, при борьбе за живучесть корабля, спасении людей.
В качестве источников тока рассматривают те, что способны выдать ток 300-400 А и напряжение холостого хода не менее 70В и не более 110В.
Используется специальный электрододержатель:

И специальные электроды различных марок (ЭПС-52, ЭПС-А, ) отличающиеся от "сухопутных" иным составом обмазки, а также наружным герметизирующим покрытием (специальный лак, парафин). Перед началом работы водолаз зачищает кончики электродов от "герметика", иначе зажечь дугу не получится.
Ну вот, с оборудованием более-менее разобрались, перейдем к увлекательному процессу "мокрой" ручной подводной сварки. Почему мокрой? Потому что бывает и сухая, но об этом чуть позже.
Рабочая проверка снаряжения сделана, прилажен сварочный щиток или наклеена пленка, все необходимые средства имеются и установлены как надо. Погода хорошая. Сверху ваши товарищи собраны и спокойны - красота. Один у трапа, держит шланги и провожает вас дружеским похлопыванием по шлему, в ушах голос командира спуска, на рубильнике стоит ответственный за подачу тока. Топ-топ-топ - спускаетесь вы по трапу, вода скрывает голову и... правильно, проверяем всё на герметичность. Особенно внимательно осматриваем перчатки. Докладывем о том, что всё в порядке. Обеспечивающий на шлангах осмотрит с поверхности все соединения и узлы вашего снаряжения, не идёт ли откуда-нибудь подлая струйка воздуха? Получаем команду "Взять держак, массу и на грунт". Берем набор для подводного сварочного творчества - "колчан" с электродами и то, что сказал командир. В путь.
И вот теперь то и начинается самое интересное. Видимость в воде может быть отличной, как например в Средиземном море, а может отсутствовать от слова совсем, как во многих пресных водоемах. Допустим к месту работы вы добрались без проблем, оно или было рядом или один из ваших товарищей завел к месту ходовой конец. Глубина пусть будет небольшая, до 15 метров, например. В случае со штилем, отличной видимостью, работой с грунта и простой постановкой небольшой заплатки проблем возникнуть не должно - приходите на место, делаете дело и идёте наверх. Но такие условия - почти чудо.
Скорее всего всё будет намного интереснее:
Небольшая "болтанка" на воде будет неприятно качать из стороны в сторону. А отсутствие видимости заставит варить на ощупь. И это не для красного словца - иногда всё настолько печально, что горящий электрод через щиток выглядит как тлеющий "бычок"... причем тлеющий где-то очень далеко. Никакой капельки не видно и в помине, как не видно и детали. Добавьте к этому, что вас ещё и шатает из стороны в сторону. Пусть немного, но достаточно для того, чтобы нет-нет, да и залить вам дугу. Варить без щитка - дуга горит ярко, а в мутной воде ещё и подсвечивает взвесь, что слепит не хуже. Вот и приходится изголяться. А если ещё и шов "ответственный" - то придется попотеть. В таких случаях иногда используют направляющие, которые устанавливаются на место будущего шва и ограничивают движение электрода, чтобы он не уходил в сторону. Представляют они из себя... а что угодно. На что хватит средств и фантазии у водолазной станции. Деревянные бруски с пригрузом и на магнитах, например...
Отдельно стоит рассказать о процессе сварки под водой: дуга поджигается также, как на поверхности. Ну может немного сложнее. При горении электрода стержень горит чуть быстрее и за счет этого из обмазки на кончике электрода образуется небольшой "козырек", а вокруг места сварки образуется газовый пузырь, предохраняющий от воздействия воды на только что наплавленный металл. Чем больше глубина, тем меньше пузырь и, соответственно, труднее сварка. Ввтекает это утверждение из закона Бойля-Мариотта. Объем газа обратно пропорционален величине давления, если коротко.
Если тебя, например, начнет назад, то дуга потухнет, пузырь лопнет, горение прекратится и "козырек" зальёт водой. Придется пару раз стукнуть электродом об деталь,дабы его сломать и варить дальше. НО! Из за того, что кругом вода-металл очень быстро остывает,прогреть его невозможно. Качество шва при мокрой сварке, по сравнению со сваркой на поверхности, очень низкое. При сварке на большой глубине или при необходимости монтажа ответственных конструкций (подводные трубопроводы, опоры и т.д.) стараются пользоваться сухим способом подводной сварки. Что это и с чем его едят?
На глубине, в месте сварки сооружается небольшая сухая камера. Вместо неё туда может быть опущен специальный рабочий колокол или кессон, имеющий технологические вырезы для посадки на место работы (такие используются при монтаже, например, трубопроводов, переставляются краном к местам стыка труб. Это проще, быстрее и дешевле, чем на каждом стыке сооружать отдельную сухую камеру) и туда подаётся воздух давлением чуть выше, чем внешнее. Воздух выдавливает воду из камеры и водолазы варят как на поверхности. Это дольше, дороже, но качество шва на несколько порядков выше. Что касается подводной резки... Об этом поговорим в другой раз:-)
Спасибо за внимание. В ходе написания статьи использовались: ПВС ВМФ - 2002; "Водолаз сварщик-резчик" Громадский, Нехорошев; информация из открытых источников и личный опыт.
Жду вопросов, отзывов, предложений.
Немного о декомпрессионном заболевании