В интернете часто можно наткнуться на упоминания о том, как кто-то укрепляет распечатанные на 3D принтере детали поместив их в ацетоновую баню.
В теории...
В теории все кажется предельно простым и логичным - в парах ацетона ABS пластик начинает растворяться и слои как-бы дополнительно сплавляются между собой. На первый взгляд - все так и есть, деталь после обработки парами ацетона выглядит очень гладкой, даже глянцевой, а цвет её - яркий и насыщенный (если обработка была именно парами, а не напрямую ацетоном).
А на практике?
А вот на практике, результаты оказались неоднозначными. Ацетоновая баня снижает прочность распечатанных из ABS деталей, если нагрузка приходится поперек слоев и повышает прочность, если деталь пытаются разорвать вдоль слоев - такой вывод сделал YouTube-блогер Стефан, с канала CNC kitchen, проведя ряд тестов.
Методика и результаты:
Стефан распечатал уже знакомые по предыдущим тестам "крюки". Шесть штук для подвешивания груза вдоль слоев и шесть для нагрузки поперек слоев. Половину распечатанных деталей он обработал парами ацетона по проверенной технологии - деталь помещается в банку, по стенкам которой распределены бумажные салфетки пропитанные ацетоном и оставляется там на некоторое время.
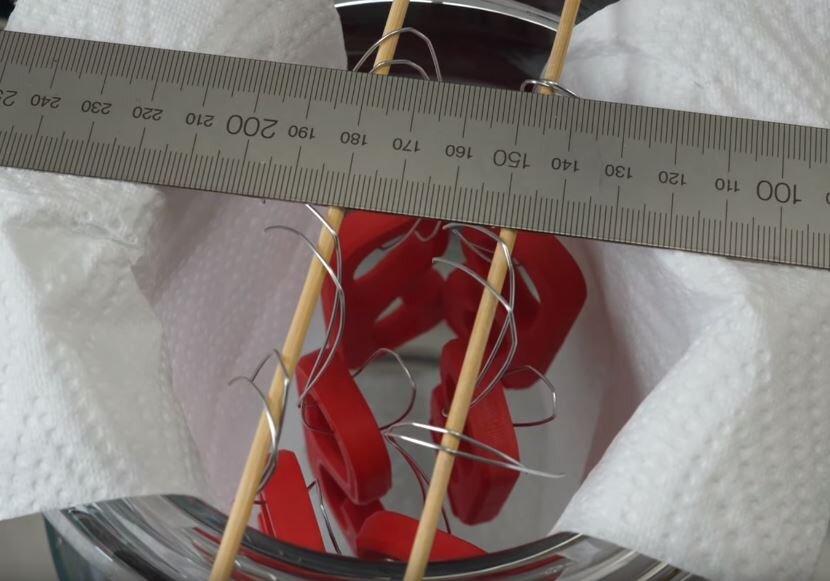
После чего, детали помещались на специальный тестовый стенд, в котором растягивались до разрушения.
В случае с крюками, которые нагружались вдоль слоев, сглаживание ацетоном дало небольшой прирост прочности. Такие крюки выдержали среднюю нагрузку 19,5 кг., против 17,8 кг. у необработанных деталей.

При нагрузке поперек слоев, результат получился обратный. Необработанные детали выдержали в среднем 34,7 кг., в то время, как обработанные 28,7 кг.
Быть или не быть?
В обоих случаях разница в прочности оказалась не столь значительная. В местах разрушения деталей видно, что испарившийся ацетон проник не слишком глубоко в распечатку - заполнение осталось нетронутым и на его прочность обработка не повлияла. Пользоваться сглаживанием можно, а в случае, когда нагрузка приходится вдоль направления печати - даже рекомендуется.
С полной версией испытаний на английском языке можно ознакомиться на канале CNC kitchen:
Спасибо всем, кто дочитал статью до конца. А в особенности тем нескольким читателям, которые регулярно ставят мне лайки. Рад стараться для вас и дальше обозревать интересные новости из мира 3D печати. Если интересно, какие еще испытания проводил автор канала CNC kitchen - милости прошу.