В менеджменте качества часто стоит вопрос, как часто надо делать измерение, сколько должна быть выборка, чтобы процесс контролировался.
В первую очередь мы можем сделать выборку, потому что процесс статистически контролируем.
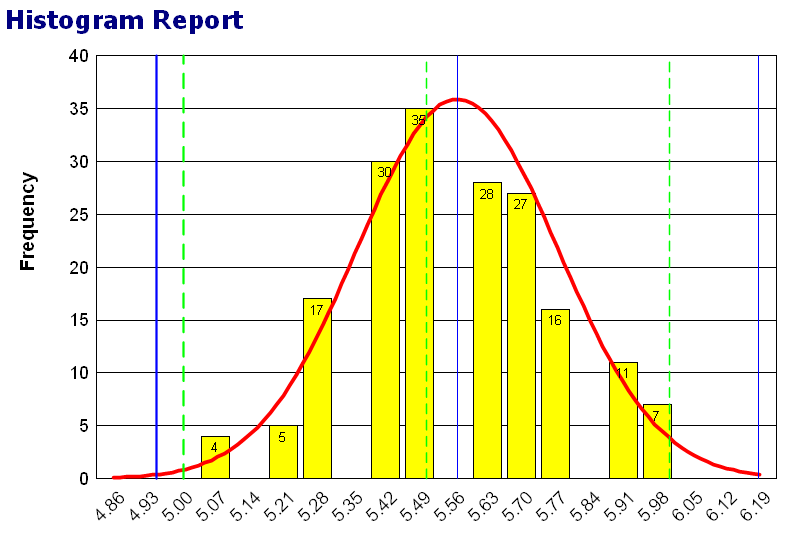
То есть изначально мы контролируем 100% все детали/продукт. Когда мы собрали абсолютные значения, мы строим распределение. И видим, что все значения с определённой долей вероятности находятся в определённом интервале.
И опять же если нет нарушений процесса, то не важно какую деталь мы берём из выборки - она всегда может сказать о статусе деталей для всех остальных.
С точки зрения практики. Если идёт непрерывный процесс производства без изменений параметров и было изготовлено 100 деталей, то можно сделать вывод относительно всех деталей померив только одну.
Эти методы придуманы, чтобы снизить стоимость контроля качества и не контролировать все. Но есть и другой эффект - риск. Если эта одна деталь будет все спецификации, то все 100 деталей под сомнением. И возможно всю партию придётся уничтожить. Поэтому и варьируется величина выборки.