Имитационная модель производства — это виртуальная модель реального производственного процесса или его части. Она позволяет проверить текущие условия работы производственного процесса в течение определенного периода времени. Благодаря ней можно получить прогнозируемые результаты, ориентируясь на которые предприятие формирует свою стратегию.
Рассмотрим задачу создания на платформе REPEAT имитационной модели производственного процесса.

К предложенной задаче принято несколько условий для разработки:
1. Производственный процесс организуется последовательно. Один рабочий выполняет одну операцию;
2. Вводится масштаб времени. 1 секунда моделирования принимается за 1 минуту реального времени;
3. Количество рабочих смен равно 2;
4. Полезная продолжительность смены равна 420 минут;
5. Годовой фонд времени 240 суток;
6. Коэффициент загрузки 0.85.
За основу имитационной модели производства выбрана структура токарного производства (рис. 1).
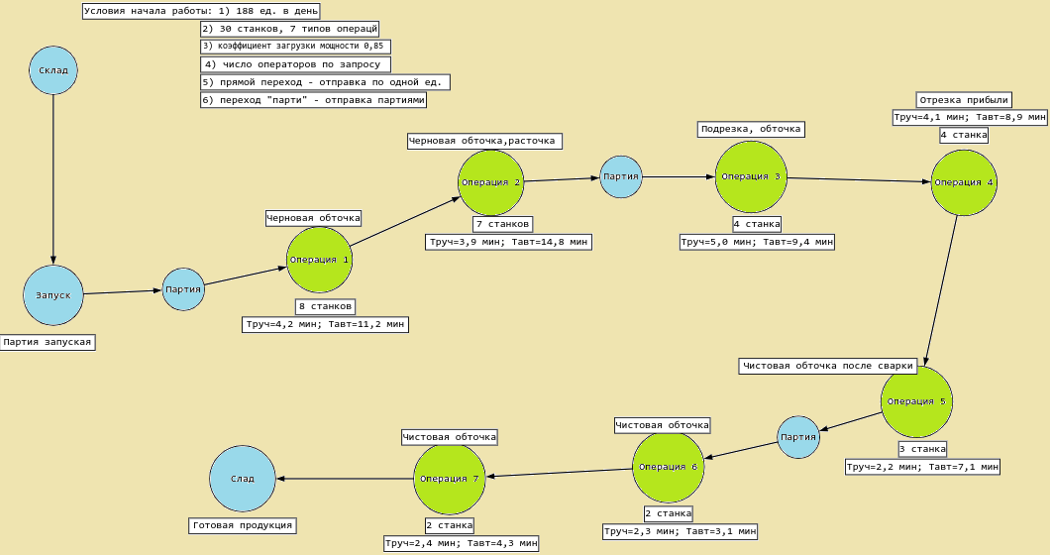
Рисунок 1 – Структура производства
Общий вид проекта имитационной модели и принцип работы
Имитационная модель производственного процесса в ПО REPEAT
Итоговая модель (рис. 2) производства состоит из блоков библиотеки "Автоматики". Отсутствующие в стандартных библиотеках блоки реализованы с помощью функционала "Пользовательские блоки".
Пользовательские блоки, используемые в модели: “Склад Заказов”, “Склад”, “Склад Партия”, “Склад Получения”, “Операция” и блоки внешних проектов: “Центр операторов”, “Обработка ожидания”.
Для создания каждого пользовательского блока и блока внешнего проекта применялись библиотеки: “Автоматика”, “Общее”, “Внешние модели”, “Симуляция”.
Рисунок 2 – Модель производства
Принцип работы упрощенно изображен на рис. 3. Она показывает процесс, который необходим для выполнения одной операции по созданию цельной детали. Суть состоит в доставке сырья со склада на станки, где производится операция, с последующей доставкой на следующий пункт, если он необходим. Некоторые процессы могут происходить последовательно, некоторые параллельно. Операторы должны обеспечивать работу станков и передвижение частей детали между операциями.
Рисунок 3 – Принцип работы
Описание блоков
Блок “Склад Заказов”, рис. 4, задает объем деталей, которые необходимо обработать за год. На вход блока подается сигнал от следующего блока операции и кол-во требуемых деталей. Выходы блока выводят информацию об количестве деталей на складе и емкости самого склада.
Рисунок 4 – Склад заказов
Блок “Склад”, рис. 5, выполняет роль конвейера, непрерывно передавая детали с одной операции на другую. На вход склада поступают сигналы от предыдущей и следующей операций обработки деталей. Благодаря внутренней логике блока, на выходе мы получаем ряд информации по складу: полный; пустой; свободны ли ячейки хранения; общее количество деталей на складе; оставшиеся детали, которые переносятся на следующую операцию.
Рисунок 5 – Склад
Блок “Склад Партия”, рис. 6, отправляет детали на следующую операцию только партиями. В самом блоке предусмотрено хранилище деталей, которое накапливает их, пока не выполнится условие наполнения. На вход подаются сигналы от предыдущей и следующей операции обработки, а также кол-во требуемых деталей для следующего. Выходы блока:
1. Загрузка, полный, статус полной загрузки пункта;
2. Выгрузка, полный, статус полного пункта выгрузки;
3. Загрузка количества деталей, выход для графика, отображающего накопление партии;
4. Выгрузка количества деталей, выход для графика, отдачи партий;
5. Выгрузка пусто, блокировка склада, если партия не была отправлена, а пункт выгрузки пуст;
6. Загрузка пусто, статус пустого пункта загрузки;
7. Остатки, отображается количество оставшихся деталей на складе, условие наполнения не выполнено, они передаются на вход остатки блока “Операция”.
Рисунок 6 – Склад Партия
Блок “Склад Получения”, рис.7, итоговый блок цепи, принимает весь объем обработанных деталей. Блок имеет один вход, сигнал от предыдущей операции и кол-ва приходящих деталей и два выхода, обозначенные цифрами 1 и 2, с данных выходов поступает сигнал кол-ва деталей на складе и заполнения склада.
Рисунок 7 – Склад Получения
Блок “Операция”, рис. 8, выполняет обработку детали, всего в линии находится 7 операций. Каждая операции имеет два входа: блокировка и остатки. Вход блокировки останавливает подачу деталей, если следующий склад полон. Вход “остатки” принимает детали от предыдущего склада. У блока имеется три выхода, которые передает сигнал передачи обработанных деталей складам, кол-во созданных деталей и кол-во требуемых деталей от склада.
Рисунок 8 – Операция
Блок внешних моделей “Центр операторов”, рис. 9, является пунктом распределения операторов между операциями. Блок имеет 7 портов входа. На вход подаются сигналы ожидания операции, статусы готовности к работе. На выходе формируются сигналы работы операторов к каждой операции и два порта по количеству доступных операторов и занятых операторов.
Рисунок 9 – Центр операторов
Блок внешних моделей “Обработка ожидания”, рис. 10, является пунктом статуса операции, которое указывает на готовность операции к работе. Блок имеет 3 порта входа. На вход подаются сигналы по статусам блокировки операции, наличие оператора в работе и сигнал работы операции. На выходе формируются сигналы по статусу ожидания работы и остановки работы.
Рисунок 10 – Обработка ожидания
Результаты моделирования
На рис. 11,12,13 изображены графики количества производимых деталей, загрузки операций и времени цикла. Исходя из них можно сделать следующие выводы:
1. За 10000 часов реального времени будет произведено 45000 деталей;
2. Операции загружены примерно на 0.18, что означает простаивание оборудования;
3. Время цикла одной детали равна 0 пока не будут произведены все составляющие конечной детали;
4. Когда все операции будут запущены, то с течением времени время цикла уменьшается до 630 секунд.
Рисунок 11 – Кол-во деталей
Рисунок 12 – Загрузка операций
Рисунок 13 – Время цикла
Итог
1. Разработана имитационная модель производства, позволяющая оценить его при различных настройках;
2. Разработаны блоки, выполняющие функции различных этапов производства;
3. Получены результаты по количеству деталей, загрузке операций и времени цикла за 10000 часов реального времени