Газовая сварка – это один из самых старых способов соединения металлов, который до сих пор используется в мастерских и даже на производствах. Однако, актуальна ли она в эпоху инверторов и полуавтоматов? В данной статье мы решили разобрать все преимущества и недостатки газовой сварки, а также выясним – в каких случаях она остается незаменимой и как правильно ей пользоваться.

Давайте разберемся – как работает газовая сварка?
В основе метода лежит горение смеси кислорода и горючего газа (ацетилена, пропана или бутана).
Пламя нагревает металл до температуры плавления, а присадочный материал заполняет шов.
Где применяется газовая сварка?
1. Ремонт тонкостенных труб и автомобильных кузовов.
2. Сварка цветных металлов (медь, латунь, алюминий).
3. Нагрев и гибка металлических деталей.
4. Кровельные работы.
Какие же преимущества данного способа?
- можно варить сталь, чугун, медь, латунь и даже алюминий – главное правильно подобрать присадку и газ;
- в отличие от электрической дуги, газовое пламя не перегревает металл, что снижает риск деформации тонких деталей;
- не нужны розетки или генераторы – только баллоны с газом. Это делает метод удобным для полевых условий;
- сварщик сам регулирует температуру пламени, что особенно важно при работе с разнородными металлами;
- газовой горелкой можно не только варить, но и резать, паять и даже нагревать детали для плавки.
В чем минусы газовой сварки?
- нагрев металла происходит медленнее, чем при дуговой сварке, поэтому производительность ниже;
- для швов толще 5 мм метод неэффективен – требуется многопроходная сварка, что увеличивает время и расход газа;
- качество шва сильно зависит от опыта и «чувства металла», автоматизировать процесс сложно;
- баллоны с газом требуют строго соблюдения техники безопасности. Утечка может привести к взрыву;
Постоянная покупка ацетилена, кислорода и присадочной проволоки делает процесс дороже, чем, например, ММА-сварка.
Если вы собрались варить газом – какое оборудование необходимо?
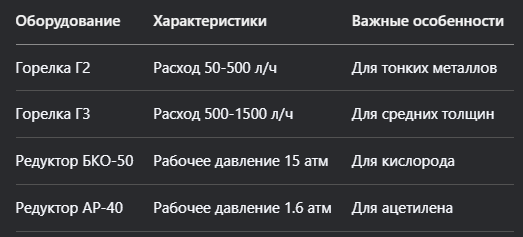
1. Газовая горелка (резак) – это главный инструмент, который создает пламя для нагрева и сварки металла.
Виды:
- инжекторная (смешивает газ с кислородом внутри);
- без инжекторная (использует готовую смесь).
Важно! Выбор зависит от типа газа – ацетилен, пропан, МАФ.
2. Газовые баллоны.
- Кислородный баллон (голубой или черный с голубой полосой, давление до 15МПа);
- горючий газ (ацетилен, пропан, бутан) в специальных баллонах:
· Ацетиленовый (белый, с пористой массой внутри, давление до 2,5 Мпа).
· Пропан – бутановый (красный, давление до 1,6 МПа).
3. Редукторы.
Регулируют давление газа на выходе из баллона. Бывают:
- кислородные (синие, с резьбой под правую сторону);
- ацетиленовые/пропановые (красные или другие, с левой резьбой для безопасности).
4. Шланги (рукава) для подачи газа.
- кислородный (синий, выдерживает высокое давление);
- горючий газ (красный, обычно армированный).
Важно! Шланги должны быть огнестойкими и без перегибов!
5.Присадочная проволока.
Используется для заполнения шва. Выбирается в зависимости от металла:
- сталь – Св-08, Св – 12ГС;
- медь – медная проволока М1;
- алюминий – алюминиевые прутки.
6. Зажигалка (огниво).
Нельзя использовать спички и зажигалку!
Только специальные искровые зажигалки для безопасного розжига горелки.
7.Защитная экипировка.
- Сварочные очки или маска (затемненные, для защиты от УФ-излучения);
- краги (перчатки) из огнеупорного материала;
- огнестойкая одежда (например, из брезента).
Как правильно варить?
После выбора оборудования и материалов, необходимо подготовить кромки:
- для металла 3-5 мм – разделка кромок 60° с притуплением 1-2 мм;
- 6-10 мм – Х-образная разделка с зазором 2-3 мм;
- обезжиривание: ацетоном или уайт-спиритом (для цветных металлов – щелочной раствор);
Далее поговорим о технологии сварки.
1. Настройка пламени:
- для низкоуглеродистых сталей – нейтральное пламя (1:1);
- для легированных сталей – слегка восстановительное (C₂H₂/O₂ = 1.1);
- давление:
· Ацетилен: 0,3-0,7 атм.
· Кислород: 2,5-4 атм.
2. Техника ведения шва:
- левый способ (для тонких металлов до 5 мм) - угол наклона 40-50°;
- правый способ (для толстых металлов) - угол 60-70°;
- скорость сварки: 10-15 см/мин для 3 мм металла.
3. Особенные техники:
- многослойная сварка:
· Первый проход – без присадки, прогрев.
· Последующие – с заполнением.
- колебательные движения:
· Полумесяц для корневого шва;
· Петля для заполняющих слоев.
Профессиональные хитрости:
1. Для уменьшения коробления - обратноступенчатый метод.
2. При сварке труб - подогрев до 200-250°С.
3. Для чугуна - подогрев до 600°С и медленное охлаждение.
4. При работе с алюминием - флюс АФ-4а + двойной прогрев.
Важно: каждые 2 часа работы - проверка состояния оборудования, особенно шлангов и соединений.
Газовая сварка требует не только навыков, но и глубокого понимания металлургических процессов. Настоящий профессионал всегда чувствует металл и может адаптировать технику под конкретные условия.
Наш сайт - https://ptpz.ru/