В современном мире, где бизнес сталкивается с постоянными изменениями и вызовами, эффективное управление производством становится ключевым фактором успеха. И современная ERP должна быть не статистом, а помогать решать задачи бизнеса.
Исходя из этого, мы пересмотрели методологию, заложенную в 1С ERP, и адаптировали её под особенности нашего предприятия.
Наше предприятие производит широкую номенклатуру компрессорных агрегатов и компрессорных машин, включая запасные части. Принцип работы предприятия – производство под заказ. Иногда мы производим машины и ЗИП машинокомплекты на склад, пытаясь угадать спрос, но не всегда успешно. В зависимости от срочности и важности, заказы меняются местами: меняется директивная дата заказа на производство (в терминологии 1С - желаемая дата выпуска), меняется приоритетность выпуска продукции. Цикл производства составляет от 2,5 месяцев до 9-12 месяцев. Сроки поставки покупных бывают до года. Число входящих ДСЕ, материалов и ПКИ в изделии достигает 5-12 тысяч, а если оценивать по деталеоперациям, то – 30 – 60 тысяч. До выпуска детали полуфабрикат проходит несколько переделов расположенных в разных цехах.
Конечно,1С ERP помогает решать многие проблемы по учету и планированию производства, но необходимо большое количество диспетчеров и операторов системы с высоким уровнем компетенции в нескольких областях (составы, скорость производства деталей, стоимость деталей на переделе). Зачастую им необходимо корректировать большое количество документов и создавать новые в сжатые сроки. Таких кандидатов найти на рынке проблематично, плюс потребуется большое количество времени на их обучение и адаптацию. С учетом всех последних событий и скорости изменений, какое количество таких кандидатов нужно? Какое предприятие захочет увеличить штат и увеличить постоянные затраты?!
И так, резюмируем наши входные данные:
1. Отрасль машиностроение;
2. Тип производства: производство под заказ;
3. Вариативность портфеля заказов на производство (добавление и удаление, изменение приоритетов, изменение ресурсных спецификаций);
4. Большое количество деталеопераций;
5. Обработка полуфабрикатов идет через большое количество переделов, расположенных в разных цехах;
6. Длинные циклы закупа и изготовления;
7. Постоянное изменение на рынке материалов и покупных изделий;
8. Действующая политика предприятия по сокращению условно-постоянных затрат.
Понимая, что ERP система должна помогать в работе, а не просто вести учет с привлечением большого количества ресурсов, мы начали работу.
В качестве методологии выбрали MRP II (подробно о ней написано в книге Д. Гаврилова «Управление производством на базе стандарта MRP II».

Первым делом мы взялись за приведение в порядок Нормативно-Справочной информации (справочники и ресурсные спецификации). Некорректная НСИ формировала большое количество документов требующих постоянной корректировки (рс, этапов, назначений и т.п.)
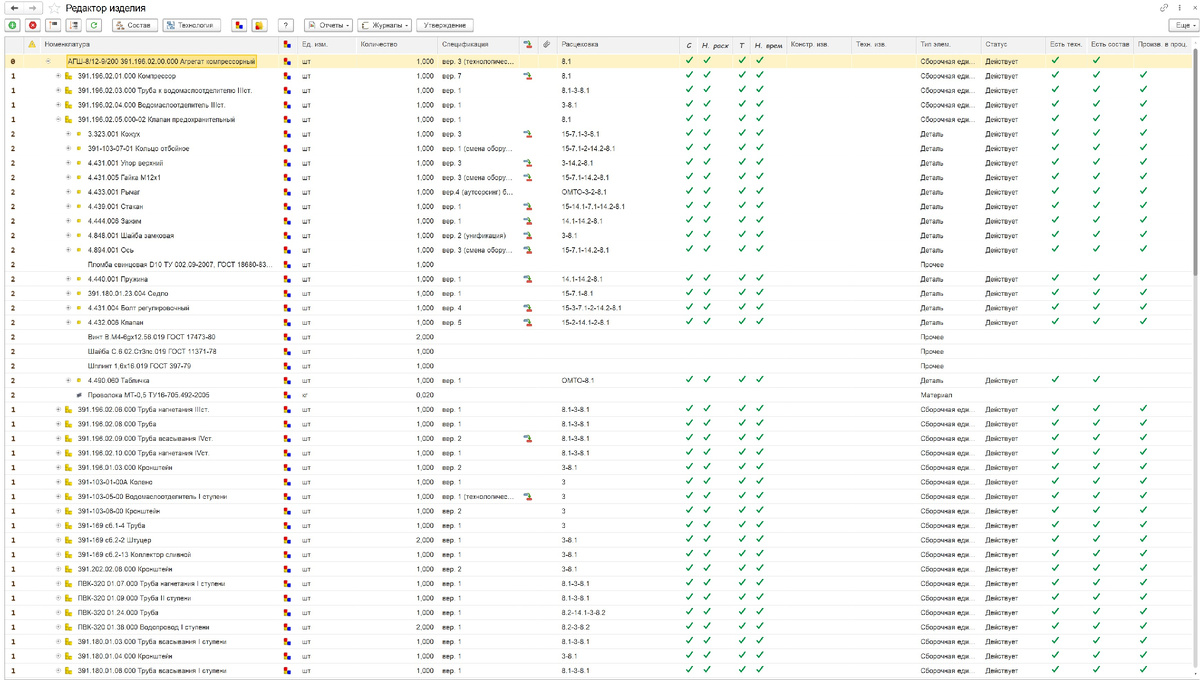
Работая с конструкторско-технологической подготовкой производства, они же – ресурсные спецификации, мы создали дерево изделия с версиями актуальных сборок.
Расширили логику работы разрешений на замену: ввели признак распоряжение на замену в документе разрешение на замену, что бы можно было актуализировать основной состав материалов в ресурсных спецификациях. Т.е. система, исходя из установленного признака в документе, автоматически меняет материал как в ресурсных спецификациях, так и в документах - этапах производства.
Закончив подготовительные работы, начали менять схему управления производством.
Было решено и реализовано, что при изменении плана производства, возникновения брака, система сама рассчитает потребность каждого заказа как по деталям собственного изготовления, так и покупных материалов с учетом остатков на складах и кладовых, остатков полуфабрикатов на переделах, остатков аналогов.
Приоритет потребности в материале и ДСЕ определяется согласно ее дате потребности. Дата потребности, в свою очередь, рассчитывается автоматически, исходя из следующих факторов:
- директивной даты заказа на производства,
- ручного приоритета сдачи на склад готовой продукции (определяется приоритетом, если даты выпуска в заказах совпадают),
- производственного графика,
- времени изготовления детали, ДСЕ и всего изделия, заложенного в технологии,
- а также перемещений полуфабрикатов между цехами (межцеховое перемещение).
Документы этапы производства формируются автоматически с учетом размеров оптимальной и минимальной партий, указанных в ресурсных спецификациях.
Какие результаты нам это принесло:
1. Для ТОП менеджмента
-Сводка состояния по заказу (рис.3 MRP расширенный). Дата выпуска, сумма дефицита покупных материалов, запланированное и фактически оставшееся количество нормо-часов.
2. Для директора по производству, начальника сборочного цеха, начальника ПДО
-Подробное состояние заказа, какие сборки обеспечены, какие нет, на сколько отставание. (рис4 MRP Дерево по заказу)
-загрузка рабочих центров в течении месяца и определение узких рабочих мест
3. Для Директора по снабжению
-актуальный дефицит материалов
- понимание даты заказа материала и даты потребности материала в производстве.
-План закупки на месяц в номенклатурном и денежном эквиваленте
-Дефицит по конкретному заказу
-Ответственного менеджера за данную номенклатурную группу
4. Для Производственно-диспетчерского отдела
-Дефицит ДСЕ на конкретную дату потребности;
-Текущее расположение полуфабриката;
-Оценка дефицита ДСЕ по подразделению;
-Быстрая оценка обеспеченности деталей и сборочных единиц;
-перечень заказов на которые требуется данная ДСЕ;
-перечень ДСЕ на производство, которых сформированы документы этапа производства;
-автоматическое формирование документов этапы производства на контролируемый ПДО период (например, на 40 дней вперед от текущей даты);
-запуск документов этапов производства с минимальной и оптимальной партий и количества потребности;
-Срок пролёживаемости полуфабриката ДСЕ.
5. Для мастера цеха
-Выполнен отдельный интерфейс мастера производства Выполнения этапов производства (рис 9), из которого выделенные строки формируют задание на работы (Рис 10), а также перемещение полуфабрикатов между цехами.
-сортировка этапов по мере потребности, дополнительно просроченные выделены цветом
-автоматическое формирование документов при производственном браке
-обеспеченность ДСЕ, материалом в цехе, на остатках завода
В данной статье кратко изложил методологию, которую наша команда внедрила на отдельно взятом предприятии. Конечно, у нашей команды есть еще много планов для дальнейшего развития: автоматизировать до конца рабочее место отдела закупок, коммерческой службы, проработать более глубоко математическая модель и методологию MES/APS и т.д. Если появится заинтересованность в демонстрации и дальнейшему сотрудничеству, то пиши в личные сообщения и продемонстрируем на рабочей базе.