От подобранных параметров для лазерной сварки будет зависеть не только визуальные характеристики полученного шва, но и его надежность. В данной статье мы поговорим о разновидностях сварочных швов, которые можно получить с помощью оптоволоконных лазерных сварочных аппаратов, а также об отличиях между ними.
Процесс лазерной сварки заключается в нагревании, а затем и плавлении металла на стыке двух объектов с помощью лазерного луча для создания соединения, именуемого сварочным швом. Применение лазерной сварки позволяет быстро и эффективно получить надёжное сварное соединение, не оказывая при этом особого влияния на физические характеристики свариваемых вместе деталей, что делает возможным сварку крайне тонких материалов. Помимо этого, бесконтактный характер процесса лазерной сварки упрощает соединение трудносвариваемых элементов. Такие параметры, как мощность, скорость, толщина, траектория движения лазерного луча и т.д. могут быть выбраны под каждую конкретную задачу.

Типы сварных швов и их отличия
Перед тем, как мы начнём говорить о сварочных швах, не помешает упомянуть некоторые важные детали. На рисунке ниже представлена можно ознакомиться с простой схемой полученного при лазерной сварке соединения:
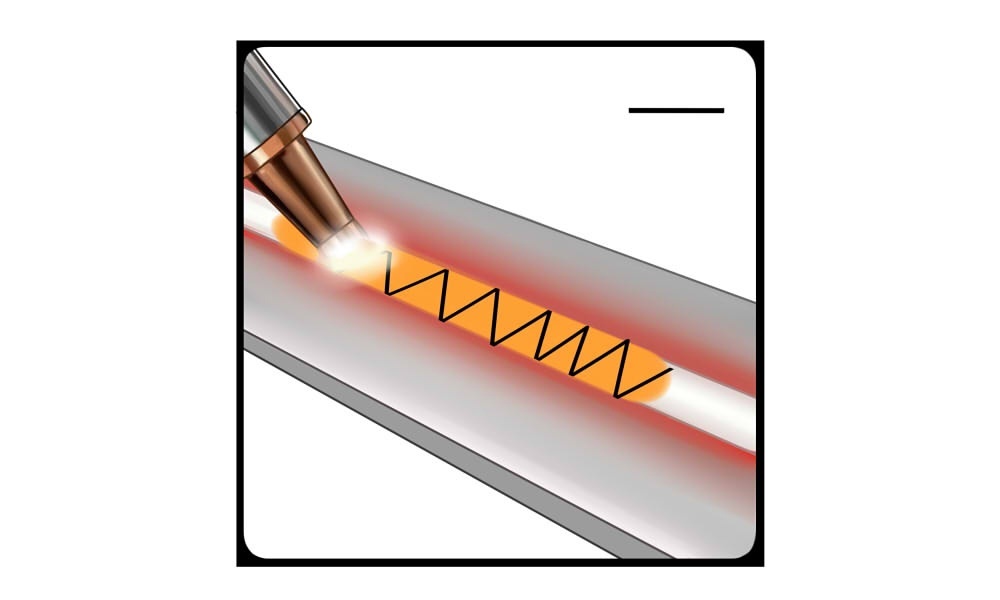
На этом рисунке виден стык между двумя свариваемыми объектами, обозначенными белым цветом, когда как зона нагрева в результате воздействия лазера показана красным цветом различной интенсивности. Большое влияние на площадь нагрева свариваемых поверхностей оказывают настройки мощности, ширины и перемещения лазерного излучения. Красной полосой, размещённой в левой части рисунка, визуально представлен процесс остывания материала в ходе сварки. Траектория движения луча показана чёрной линией (движение лазера происходит сверху-вниз). Оранжевым показана сварочная ванна из расплавленного металла, из которой в процессе остывания и будет образован сварной шов.
Когда одного лишь расплавленного металла не хватает для получения надёжного шва, в зону сварки подаётся металлическая проволока в качестве присадочного материала. Если же процесс сварки ведётся без неё, то крайне важно убедиться в том, чтобы в месте примыкания соединяемых объектов зазор между ними был минимален.
Так же стоит упомянуть траекторию движения лазерного излучения. Лазерные сварочные пистолеты могут иметь одну или две оси перемещения лазерного луча. Но почему это важно? Говоря простыми словами, двухосевая лазерная сварка позволяет лучу проходить более сложный путь в форме фигур, благодаря чему можно получить надёжный шов, ну а движение луча при одноосевой сварке происходит в виде простых линий. Далее показаны примеры различных швов при лазерной сварке:
При фигурной траектории движения луча остывание шва будет проходить медленнее, благодаря чему шов будет более надёжным (при резком остывании шов может лопнуть). Поэтому при настройке лазерного излучения для получения надежного шва стоит уделить особое внимание виду и толщине свариваемых материалов, ведь они могут отличаться по теплопроводности и текучести. Зачастую с помощью лазера происходит сварка таких материалов, как сталь (обычная и нержавейка), алюминий и медь. Среди них сталь является наименее теплопроводным материалом является сталь, а медь – наиболее теплопроводным. Выводом тут является тот факт, что медь и алюминий плавятся при меньших температурах, в результате чего остывание швов при сварке этих металлов происходит быстрее.
Именно поэтому первый тип шва (линия), изображённый на картинке выше, может быть не лучшим вариантом при сварке этих двух материалов, ведь в данном случае площадь и температура нагрева будет ниже и остывание шва произойдёт быстрее, что может привести к разрыву шва, из-за чего такая траектория более целесообразна при сварке стали. Но сваривание меди и алюминия подобным образом всё же возможно, правда для этого требуется более точный подбор параметров.
Если сравнивать с первым видом траектории движении лазера, второй (треугольник) и третий (круг) виды обеспечивают больший (а также равномерный) прогрев материала и медленное остывание шва, что снижает вероятность разрыва. При этом второй и третий тип лазерной сварки на практике отличаются только внешним видом швов. При четвёртом (песочные часы) и пятом (восьмёрка) типе лазерной сварки нагрев шва и свариваемых вместе материалов выше, из-за чего корень шва (часть сварочного шва, наиболее удаленная от лицевой поверхности) будет лучше проварен. Эти типы швов обычно используются при сварке толстых материалов.
Узнать больше о станках и комплектующих, а также оставить заявку на консультацию можно нажав сюда.