С развитием технологии лазерной резки в промышленном производстве её качество становится всё более значимым для производительности и конкурентных преимуществ большинства заказчиков оборудования. В результате, стремление к улучшению качества резки привлекает всё больше внимания.
Интересное по теме: Импорт лазерных станков и оборудования: технологический прорыв в производстве
На качество и производительность лазерной резки влияют такие факторы, как качество лазерного луча, мощность лазера, скорость резки, толщина заготовки и тип материала. Также важную роль играют конструкция сопла режущей головки и контроль воздушного потока.
В процессе лазерной резки сопло является наиболее распространенным и важным элементом лазерной головки. Оно расположено в нижней части головки и находится ближе всего к обрабатываемой детали. Сфокусированный лазерный луч и поток воздуха высокого давления проходят через сопло, что делает его ключевым компонентом в процессе резки.
Какова функция лазерных сопел?
- Внутренняя форма сопла лазерной головки регулирует направление и давление воздушного потока, поддерживая необходимое давление между обрабатываемой деталью и соплом.
- Сопло предотвращает попадание расплавленного материала внутрь лазерной головки, защищая внутреннюю линзу.
- Сопло передает сигнал на систему регулировки высоты, обеспечивая стабильную работу системы.
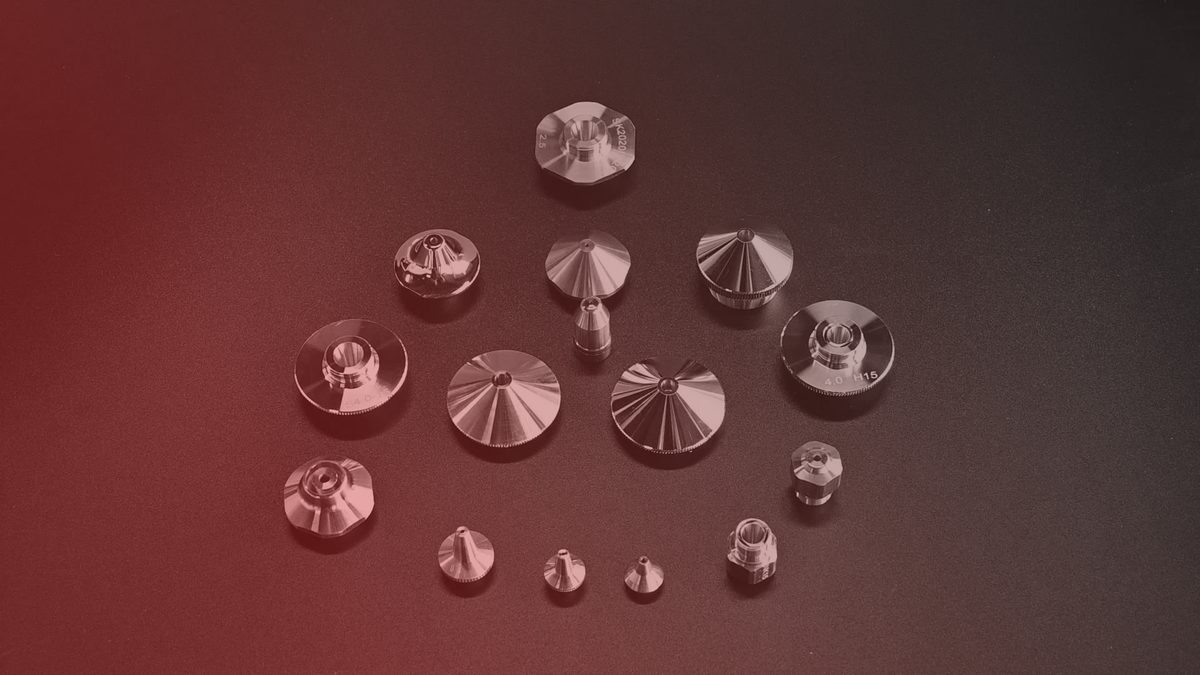
Модели и характеристики лазерных сопел
- Одинарное сопло
Обычно используется для плавления и резки с применением азота или сжатого воздуха в качестве вспомогательного газа.
Применяется для тонкой резки с высокой точностью и строгими требованиями к поверхности. Идеально подходит для резки нержавеющей стали и алюминиевого сплава с использованием азота или сжатого воздуха. - Двойное сопло
Обычно используется для окисления и резки с применением кислорода в качестве вспомогательного газа.
Эффективно для резки углеродистой стали благодаря вторичному сближению и сжатию воздушного потока. Используется для кислородной резки углеродистой и нержавеющей стали и других материалов.
После прохождения через внутреннюю сердцевину двухслойного сопла газ подвергается вторичному расширению для увеличения скорости, а затем выходит на рабочую поверхность через торцевое отверстие.
Преимущество этого метода заключается в снижении образования ударных волн и увеличении скорости подачи газа, что повышает эффективность его участия в процессе резки, а также способствует удалению шлака и отводу тепла.
Соответствие калибра сопла и толщины листа
- Мощность <1500W
- Толщина (углеродистая сталь):1 — 3 мм
- Вспомогательный газ: Кислород
- Диаметр сопла:Двойное сопло 1,2 — 2,5 мм - Мощность <3000W
- Толщина (углеродистая сталь): 1 — 3 мм
- Вспомогательный газ: Азот или сжатый воздух
- Диаметр сопла:Одинарное сопло 1,5 — 3,0 мм - Мощность <6000W
- Толщина (углеродистая сталь): 3 — 10 мм
- Вспомогательный газ: Кислород
- Диаметр сопла:Двойное сопло 0,8 — 1,2 мм - Мощность <12000W
- Толщина (углеродистая сталь): 10 — 30 мм
- Вспомогательный газ: Кислород
- Диаметр сопла: Двойное сопло 1,2 — 2,0 мм
Чем больше диаметр сопла, тем меньше защита фокусирующего зеркала.
Поэтому правильный выбор размера отверстия сопла лазерного станка способствует более эффективному производству.
Размер сопла значительно влияет на скорость резки и распределение давления на выходе. Увеличение размера сопла приводит к сужению зазора из-за сильного охлаждающего эффекта струйного потока на основной металл в зоне резки. Это может вызвать слишком широкую щель и затруднения с фокусировкой. Световой луч может повредить горловину сопла, а слишком узкая щель будет мешать плавному выходу расплавленного шлака при высокой скорости резки.
Расстояние между соплом и заготовкой напрямую влияет на взаимодействие потока воздуха из сопла с прорезью в обрабатываемом материале. Если сопло расположено слишком близко к поверхности детали, оно создаст сильное обратное давление на линзу, что ослабит способность удалять частицы материала, образующиеся при резке, и ухудшит качество резки. Слишком большое расстояние приведет к потере кинетической энергии, что также негативно скажется на эффективности резки.
Обычно расстояние между соплом и заготовкой должно поддерживаться на уровне 1-2 мм. Современные системы лазерной резки оснащены устройствами обратной связи с индуктивными или емкостными датчиками, которые автоматически регулируют это расстояние в пределах заданного диапазона высот.
Что представляет собой качественное лазерное сопло?
- Материал изготовления:Качественные сопла изготавливаются из высококачественных материалов.
Лучшим выбором является медь TU2 благодаря её отличной электропроводности и теплопроводности, что обеспечивает стабильную передачу сигнала. - Высокая точность изготовления:Для хороших сопел важна высокая точность: концентричность должна быть в пределах 0,03 мм, а для сопел с диаметром менее 1,0 мм — 0,02 мм.
Точное сопло уменьшает время на первоначальную настройку и предотвращает повреждения лазерной головки, возникающие из-за попадания высокоэнергетического лазера на её внутренние стенки. - Гладкость поверхности:Поверхность лазерной головки должна быть идеально гладкой, с шероховатостью до 0,8 как снаружи, так и внутри.
Гладкая внешняя поверхность уменьшает прилипание расплавленного материала, продлевая срок службы сопла, а гладкая внутренняя поверхность предотвращает вихревые токи газа под высоким давлением, улучшая качество резки. - Антиокислительная обработка:Медные детали легко окисляются и обесцвечиваются при контакте с воздухом после обработки.
Чтобы избежать окисления, почернения и пожелтения, внутренние и внешние поверхности сопел должны быть обработаны специальными составами после полировки.
Компания SinoImport® предлагает полный спектр услуг по импорту товаров из Китая и стран Азии. Мы специализируемся на оптовых закупках, гарантируя высокое качество товаров, конкурентоспособные цены и возможность оформления заказа под собственным брендом. Наши возможности включают поставку дополнительного оборудования, расходных материалов и запчастей для лазерных станков.