Авторы:
Д.Н. Володин, А.С. Гридин (ООО «ДМП»)
И.К. Куликова, И.А. Евдокимов (ФГАОУ ВО «СКФУ»)
П. Мертин (ООО «Вздухоторг»)
Е.И. Мельникова (ГОУ ВПО «ВГТА»)
П.В. Кузнецов (ФГАНУ «ВНИМИ»)
Спрос на продукты с повышенным содержанием белка растет во всем мире, и, по мнению экспертов, сегодня это одна из основных тенденций на мировом рынке пищевых продуктов и напитков [1]. Согласно данным [2, 3], европейский рынок сывороточных белков в 2017 г. составил более 2200 млн долл. Причем мировые аналитические агентства прогнозируют дальнейший ежегодный прирост рынка приблизительно на 7,5 % в течение последующих 5 лет. Основной драйвер рынка сывороточных белков в Европе – это хорошо сформированная культура употребления продуктов спортивного питания и функциональных напитков. Наиболее развитыми региональными европейскими рынками, по мнению [2], являются рынки Испании и Италии, которым присущи черты «зрелого рынка» из-за масштабного производства подсырной сыворотки, особенно в Испании. Германия и Франция в 2017 г. столкнулись с резким спадом спроса на сывороточные белки из-за растущего рынка продуктов, альтернативных молочным, которые особенно популярны среди потребителей, страдающих непереносимостью лактозы.
Особенностью России, напротив, является популяризация функциональных молочных напитков и спортивного питания, что вполне прогнозируемо делает российский рынок сывороточных белков самым быстрорастущим в Европе – с 9%-ным средним уровнем годового роста в 2018– 2023 гг. [4]. Поэтому вполне объясним интерес предприятий отрасли к производству рентабельного продукта, пользующегося спросом на рынке, который одновременно обеспечит более полное использование белков молока и получение прибыли. Однако невозможно рассматривать технологию концентрата сывороточных белков (КСБ) изолированно, без учета основных принципов комплексной переработки молочного сырья [5]. Необходимо проектировать комплекс технологий, обладающих определенной гибкостью и многовариантностью технологических решений, который позволяет обосновать производство продуктов устойчивого сбыта.
Главным технологическим приемом при производстве КСБ является баромембранное разделение молочной сыворотки методом ультрафильтрации на два потока: концентрат (ретентат) и фильтрат (пермеат). Если основным компонентом ретентата является сывороточный белок, то основным компонентом перемеата – лактоза, содержание которой составляет более 90 % от массы сухого остатка пермеата. Поэтому валоризация этого продукта чаще всего связана с организацией производства молочного сахара различных категорий качества (пищевой, рафинированной, технической, фармакопейной) [6, 7].
Процесс выработки молочного сахара высокотехнологичный и требует от предприятия значительных затрат энергетических и кадровых ресурсов не только на основное производство, но и на переработку вторичных продуктов – мелассы, промывных вод и т.д. Поэтому организация производства молочного сахара/лактозы оправдана экономически только при наличии высокого рыночного потенциала и значительных объемов перерабатываемого сырья.
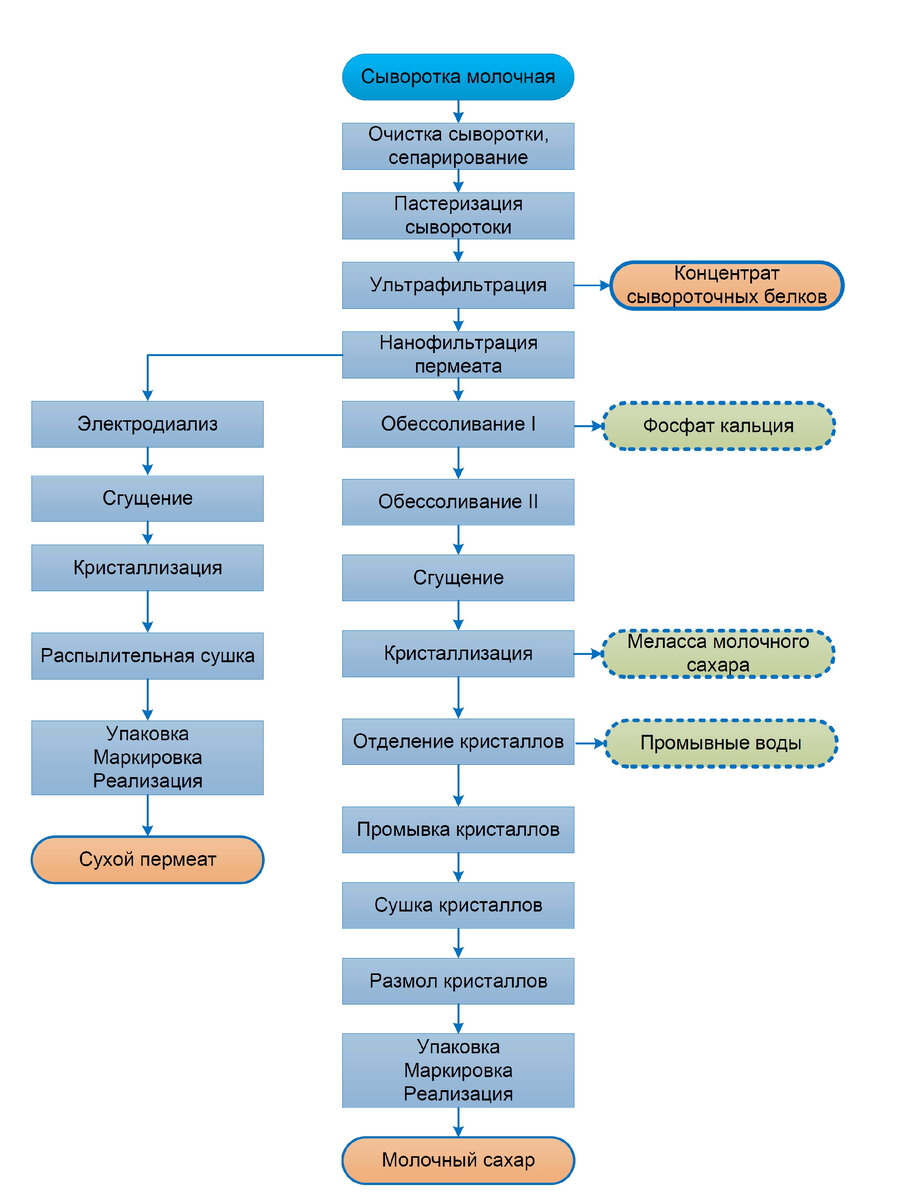
Пермеат распылительной сушки может быть интересной альтернативой молочному сахару, поскольку из процесса переработки исключается ряд технологических операций и побочных потоков (рис. 1).
Основной задачей при выработке пермеата распылительной сушки является обеспечение производства продукта, приближенного по своим качественным характеристикам и технологическим свойствам к лактозе пищевой категории качества (табл. 1) [6, 7, 8] для того, чтобы пермеат мог успешно использоваться в технологии различных напитков, мороженого, молочных консервов, кондитерском и хлебобулочном производстве.
Поскольку пищевая лактоза используется в качестве подслащивающего компонента, ингредиента, улучшающего структуру и внешний вид продуктов, и нейтрального молочного наполнителя (заменителя), обращать внимание следует как на компонентный состав пермеата и пищевой лактозы, который, безусловно, будет отличаться (см. таблицу), так и на обеспечение высоких органолептических показателей и показателей, характеризующих качество сухих продуктов в целом: слеживаемость, слипание, комкование и т.д.
Особенностью пермеата как сырья является повышенное содержание минеральных солей и лактозы, а для пермеата, полученного из сквашенного молока и кислой сыворотки, харатерна еще и высокая кислотность [5]. Повышенное содержание солей обуславливает солоноватый привкус сухого продукта, что является нежелательным фактором при использовании пермеата для формирования требуемых сенсорных характеристик, например, в рецептурах кондитерских изделий. Включение в технологическую линию процесса деминерализации позволяет максимально удалить из пермеата нежелательные минеральные вещества и кислоты. Тем самым улучшаются его органолептические и технологические характеристики. Удаление несахаров повышает содержание основного компонента – лактозы, которая в деминерализованном пермеате может достигать 95 %, что увеличивает привлекательность пермеата как альтернативы пищевой лактозы [8]. Кроме того, удаление кальциевых солей снижает риск образования накипи на греющих поверхностях выпарного оборудования.
Лактоза оказывает большое влияние на физико-химические и структурные свойства продукта, поскольку присутствует в пермеате как непрерывная фаза. Если в сухом продукте лактоза находится в стекловидном, аморфном состоянии, то порошок может легко поглощать влагу из атмосферы при хранении, образуя высоковязкую жидкость. В результате происходит слипание, комкование и слеживание продукта, иногда даже с формированием монолита, что делает невозможным его дальнейшее использование.
Наиболее приемлемый и эффективный способ предотвращения негативных последствий повышенной гигроскопичности продукта – кристаллизация лактозы перед распылительной сушкой, целью которой является получение порошка, в котором кристаллическая форма лактозы будет преобладать над аморфной.
Микроструктура промышленного образца пермеата, выработанного без использования процесса кристаллизации, определенная, согласно [9], на рентгеновском микротомографе SkyScan 1176, представлена на рис. 2. Микроструктура включает смесь шарообразных частиц неправильной формы наряду с большими и мелкими кристаллами с острыми краями, которые образуются в результате спонтанной кристаллизации в период технологического процесса производства сухого пермеата. Размер частиц колеблется в диапазоне от 17 до 170 мкм, при этом встречаются агломераты размером до 2,0 мм.

Микроструктура пермеата с использованием процесса направленной кристаллизации (рис. 2 [10]) более упорядочена. Капли высушиваются в виде правильных глобулярных частиц, состоящих из всех растворенных веществ, которые первоначально содержались в пермеате: лактозы, минеральных и органических солей, азотистых соединений. Гранулометрический состав кристаллов лактозы более однороден, размеры кристаллов не превышают 100 мкм [10]. Поскольку более 70 % лактозы находятся в форме α-моногидрата [10], готовый продукт содержит меньшее количество лактозы в безводной форме, что увеличивает его стабильность при хранении.
Кроме того, после предварительной кристаллизации снижается вязкость сгущенного пермеата, что способствует более эффективному протеканию процесса распылительной сушки.
Таким образом, для обеспечения производства продукта с гарантированно высоким качеством и заданными физико-химическими показателями технология пермеата распылительной сушки должна включать следующие этапы (рис. 1): приемку сырья, предварительное концентрирование и деминерализацию, сгущение, контролируемую кристаллизацию и сушку.
Для предварительной концентрации и деминерализации применяют электро- и баромембранные процессы, при необходимости ионный обмен, которые обеспечивают требуемые органолептические показатели и корректировку содержания основного компонента лактозы. Сгущение пермеата проводят с использованием пленочных вакуум-выпарных аппаратов, в которых сырье стекает по греющей поверхности в виде тонкой пленки. Качество продукта в результате повышается, уменьшается расход воды и греющего пара, исключается возможность пенообразования и потерь продукта [11]. Применение пленочных вакуум-выпарных аппаратов позволяет повысить сухие вещества пермеата до 62 %, что значительно снижает энергозатраты при последующей сушке. Наличие в вакуум-аппарате системы быстрого охлаждения (Flash Cooler) позволяет быстро и эффективно охладить сгущенный продукт и создать оптимальные условия для последующей кристаллизации лактозы.
Кристаллизация сгущенного пермеата проводится в специализированных аппаратах – кристаллизаторах, обеспечивающих постепенное охлаждение продукта до 10–15 °С со скоростью 1,0–2,5 °С/ч при постоянном перемешивании. Согласно нашему опыту, такой режим кристаллизации наиболее оптимален и позволяет в течение 8–12 ч перевести порядка 80 % лактозы в кристаллическую форму, при этом гранулометрический состав будет оптимальным.
Сушка проводится в сушильных аппаратах распылительного типа, где достигается высокая интенсивность испарения влаги за счет дисперсного распределения сырья в рабочей камере, через которую движется нагретый воздух. При этом удельная поверхностность испарения становится настолько большой, что процесс высушивания завершается чрезвычайно быстро, обеспечивая высушивание в мягких условиях, с последующим получением качественного порошкообразного продукта хорошей растворимости [11].
Таким образом, описанная технология позволяет получать пермеат заданного состава и качества, который является наилучшей альтернативой пищевой лактозе в производстве многих продуктов питания, где нет необходимости в использовании высокоочищенных категорий молочного сахара. При этом затраты на производство такого пермеата значительно ниже затрат на производство лактозы, а выход готового продукта примерно в 2,5 раза выше, чем высокоочищенной лактозы [12].
Список литературы
1. Global milk protein market analysis & trends – industry forecast to 2025/ACCUR AY RESEARCH // MILK PROTEIN MARKET [REPORT]. – URL: ttp://www.accurayresearch. com/chemicals-and-materials/milk-proteinmarket-analysis-size-share-trends. – Февраль, 2017. – 331 р.
2. Global Whey Protein Market to Hit $13.5 Billion by 2020. – URL: https://www. naturalproductsinsider.com/healthy-living/ global-whey-protein-market-hit-135- billion-2020
3. Mordor Intelligence. Europe Whey Protein Market – Growth, Trends, and Forecast (2018– 2023). – URL: https://www.mordorintelligence. com/industry-reports/europe-whey-proteinmarket
4. Mordor Intelligence. Russia Whey Protein Market – Growth, Trends & Forecasts (2017– 2022). – URL: https://www.mordorintelligence. com/industry-reports/russia-whey-proteinmarket
5. Переработка молочной сыворотки: понятная стратегия, реальные технологии, адекватные инвестиции, востребованные продукты / Д.Н. Володин, М.С. Золоторёва, В.К. Топалов, И.А. Евдокимов, А.Г. Храмцов, П. Мертин // Молочная промышленность. – 2015. – № 5. – С. 111–116.
6. ГОСТ 33567-2015. Сахар молочный. Технические условия.
7. Lactose Product Bulletins. – URL: http:// www.hilmaringredients.com/products/lactose_ product_bulletins/
8. Discover our dairy powders and ingredients for infant formulas. – URL: https://www. euroserum.com/en/for-your-recipes/for-yourinfant-formulas/demineralized-wheypermeate/#discover
9. X-ray micro-tomography to quantify frozen ice cream structure / G. Alvarez, D. Cantre, P. Verboven, F.T. Ndoye, M. Warren, W.R. Hartel, B. Nicolai // 24ième Congrès International du Froid ICR. – 2015, August. – Yokohama, Japan.
10. Kalab Miloslav. Composition and Structure of Demineralized Spray-Dried Milk Permeate Powder, Food Structure / Miloslav Kalab, Marijana Caric and Spasenija Milanovic. – 1991. – Vol. 10. – №. 4. Article 6. Available at: http:// digitalcommons.usu.edu/foodmicrostructure/ vol10/iss4/6
11. Современные решения для производства сухих молочных продуктов / А.С. Гридин // Переработка молока. – 2017. – № 7. – С. 33–37.
12. О переработке молочной сыворотки и внедрении наилучших доступных технологий / М.С. Золоторёва, Д.Н. Володин, В.К. Топалов, И.А. Евдокимов, Б.В. Чаблин // Переработка молока. – 2016. – № 7. – С. 17–19.
#сушка молока #сушка сыворотки #сушка обрата #сушка белковых продуктов #сушка в виброкипящем слое #сушильные установки