Был проведен тест, специалисты провели демонстрацию работы координатной измерительной руки, а также программного обеспечения для контактного и бесконтактного контроля геометрии деталей машин, речь идет о крупногабаритных транспортных средствах.

Предприятие столкнулось с проблемой отбраковки изделий на промежуточных этапах производства и обработки. При использовании станков без ЧПУ точность настройки инструмента не обеспечивалась ручными измерениями. Деталь часто браковалась без возможности корректировки механической обработки. При переходе со старых мощностей на новые с использованием станков с ЧПУ процент брака значительно снизился. Однако проверка деталей по-прежнему необходима.
При обработке на станках с ЧПУ ручное измерение также занимает значительное количество времени. Поскольку контроль геометрии деталей осуществляется на промежуточных этапах технологического цикла, изделие необходимо снимать со станка после каждого этапа, доставлять в метрологическую лабораторию, измерять на измерительной машине, отправлять обратно в мастерскую, правильно размещать на станке и только после этого переходите к дальнейшей обработке или исправлению ошибок. Измерения деталей инженерами с использованием этого метода занимают половину их рабочей смены.
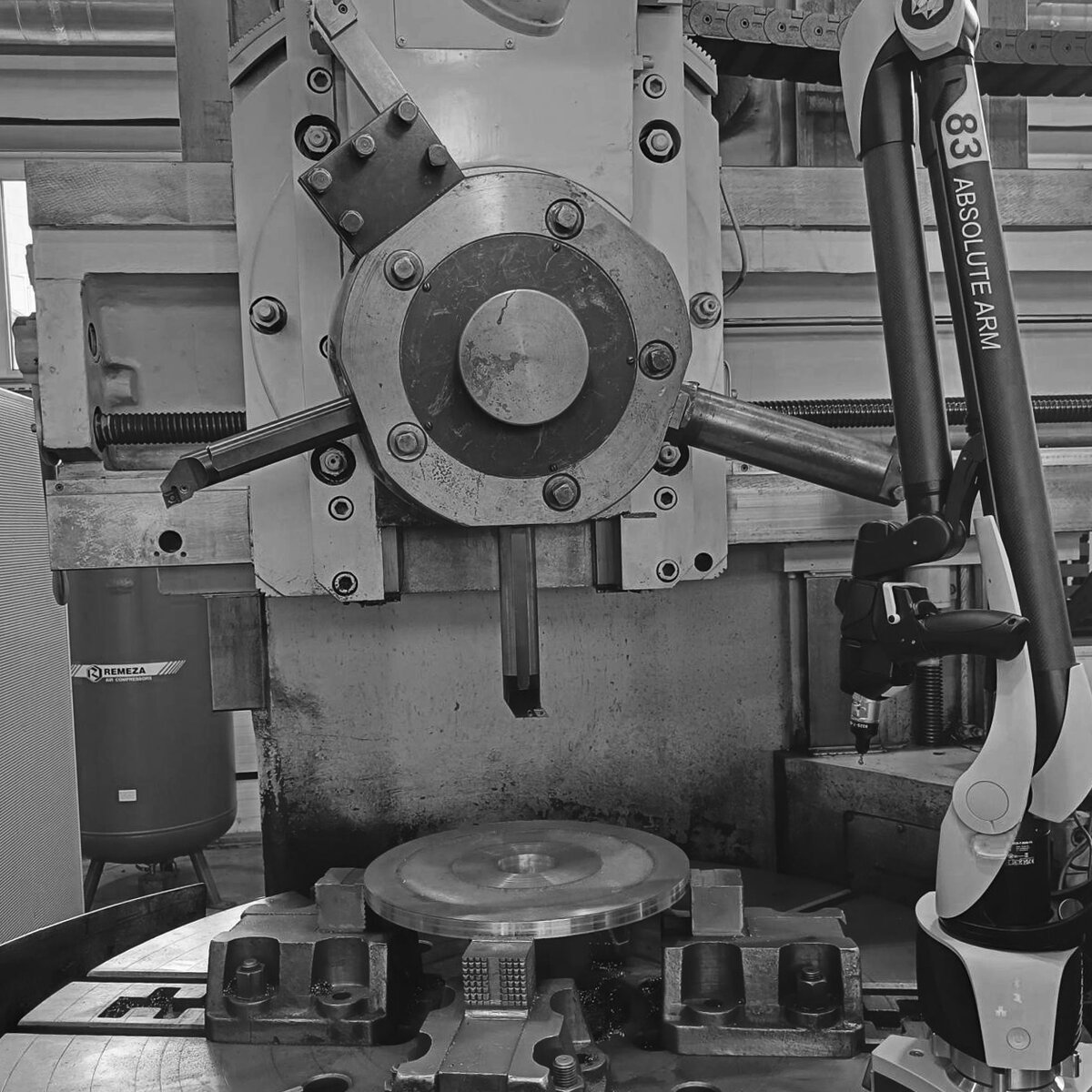
В качестве демонстрации использования КИМ в сочетании с регулировкой станка был выбран координатно-измерительный станок Hexagon Absolute Arm 8325. Были выполнены измерения наружного и внутреннего диаметра конуса и плоскостности. Манипуляции выполнялись шаг за шагом с периодической регулировкой станка оператором.
Для таких задач удобно использовать CMM с 6 осями. Исходя из размеров станка и самой детали, можно выбрать компактную версию для использования оператором. В комплект входят два типа зондов диаметром 3 и 6 мм.
Кроме того, для отдела контроля качества (QCD) механического цеха был выполнен контроль ступицы с использованием этого КИМ. При использовании портативной координатно-измерительной машины типа "arm" специалистам потребовалось 15-20 минут, чтобы измерить аналогичное количество деталей с подготовкой отчетов. Деталь не снимается со станка, измерения производятся непосредственно на ней, что экономит время и позволяет осуществлять контроль качества деталей на любом этапе обработки.