Среди оригинальных и простых технологий для 3D-печати металлических деталей можно выделить селективное ингибирование спекания – SIS (Selective Inhibition Sintering). Она позволяет изготавливать металлические или керамические детали. Принцип технологии – на слой порошка наносится ингибитор, препятствующий спеканию порошка. По окончании печати деталь полученный блок порошка «запекается» в печи, в результате порошок без ингибитора спекается в единую деталь, а с ингибитором – остается неспеченным.
Технология SIS была предложена коллективом из четырех ученых - Бахрам Асиабанпур, Бехрох Хошневис, Курт Палмер, Мехди Моджде, работавших в Техасском государственнщм университете Сан-Маркос и Университете Южной Калифорнии в Лос-Анжелесе. Судя по оформленным патентам, самым главным был знаменитый Б.Хошневис.
В 2003 году ими была предложена технология ингибирования спекания порошка из термопласта, а в 2004 году – вариант технологии для спекания металлического порошка в печи.
Опыты по этой технологии продолжались в Университете Южной Калифорнии как минимум до 2014 года, и даже демонстрировались вполне приличные результаты, но потом все заглохло…
В настоящее время «эстафетную» палочку переняли индийцы – они разрабатывают вариант этой технологии для изготовления керамических деталей. Исследования проводятся в исследовательском парке Vel Tech Рангараджана и в Колледже Ньютонского института науки и технологий в Гунтуре.
Еще раз пройдемся по циклу изготовления деталей:
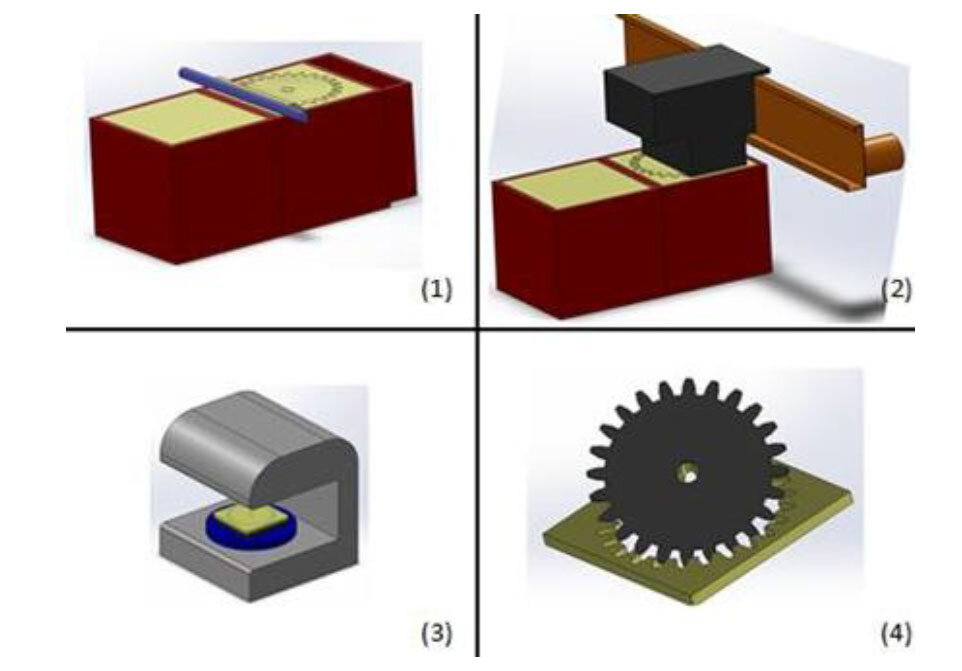
1) Формирования слоя порошка
2) Выборочное нанесение на слой порошка ингибитора спекания
Эти два шага повторяются до тех пор, пока не будут напечатаны все слои
3) Спекание полученного блока порошка в печи
4) Извлечение запеченной детали из незапеченного порошка.
Теоретически все красиво, а на практике?
А на практике при спекании усадка достигает до 20% (это максимум – обычно в пределах 5…12%), а неспеченный порошок не усаживается – см. поясняющий рисунок.
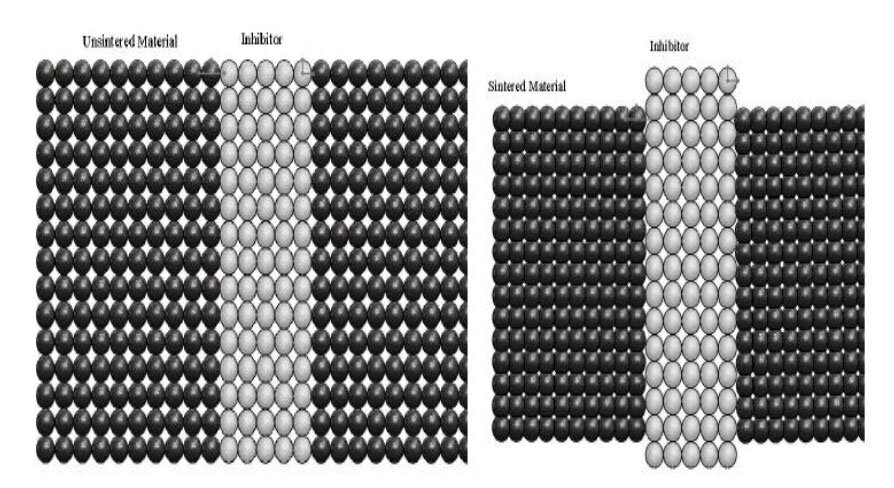
И выглядит это так:
Поэтому ингибитор приходится наносить тонким слоем в виде «стенки» толщиной 0,5…0,2 мм и детали «выковыривать» из оболочки спеченного порошка:
На первом рисунке:
E) блок, напечатанный на 3D-принтере после спекания
F) запеченная деталь и "отходы" после разборки блока
Сам принтер, с которым работали в 2002-2004 годах, выглядит так:
Нагреватель использовался только в опытах по спеканию пластмассового порошка, в опытах с металлом не использовался
Способ формирования слоя традиционный:
Ролик перемещается до конца, за границу бункера с порошком
Платформа построения опускается на толщину слоя
Подвижное дно бункера с порошком поднимается на толщину слоя
Ролик перемещается назад, сдвигая порошок с бункера на платформу построения, разравнивает и формирует слой порошка
В качестве печатающей головки использовалась пьезоэлектрическая головка от «обычного» принтера Epson Workforce.
Принтер, использовавшийся в опытах в 2014 году, имел аналогичную конструкцию и отличался только в деталях:
При этом удалось добиться достаточно хороших результатов:
Как это удалось?
В качестве ингибитора спекания использовался раствор сахарозы – обычного столового сахара (С12H22O11). Для того, чтобы добиться смачивания порошка в раствор добавлялось поверхносно-активное вещество (ПАВ). Использовался очень мелкий порошок – 97% порошка мельче 44 мкм оловянной бронзы (90% Cu, 10% Sn). Так же в опытах использовались и другие ингибиторы – растворы сернокислого алюминия (AlSO4) и фосфорнокислого калия (K3PO4).
При печати было задействовано два цветовых канала печатающей головки (из 4).
После печати полученный блок запекался в печи по следующему температурному графику:
Результат – впечатляет.
Но продолжения не последовало – то ли технология показалась слишком «материалоемкой», то ли по каким-либо иным причинам.
Индийцы посчитали струйную головку недостаточно надежной для промышленного оборудования и работают с 3D-принтерами, оснащенными экструзионными головками для нанесения ингибитора:
Благо, надо наносить только тонкие «полоски» по периметру контура деталей.
Удастся ли индийцам довести эту технологию до серийного использования – покажет будущее.
Обзорная статья про группу технологий «Синтез на подложке»:
Путеводитель по каналу