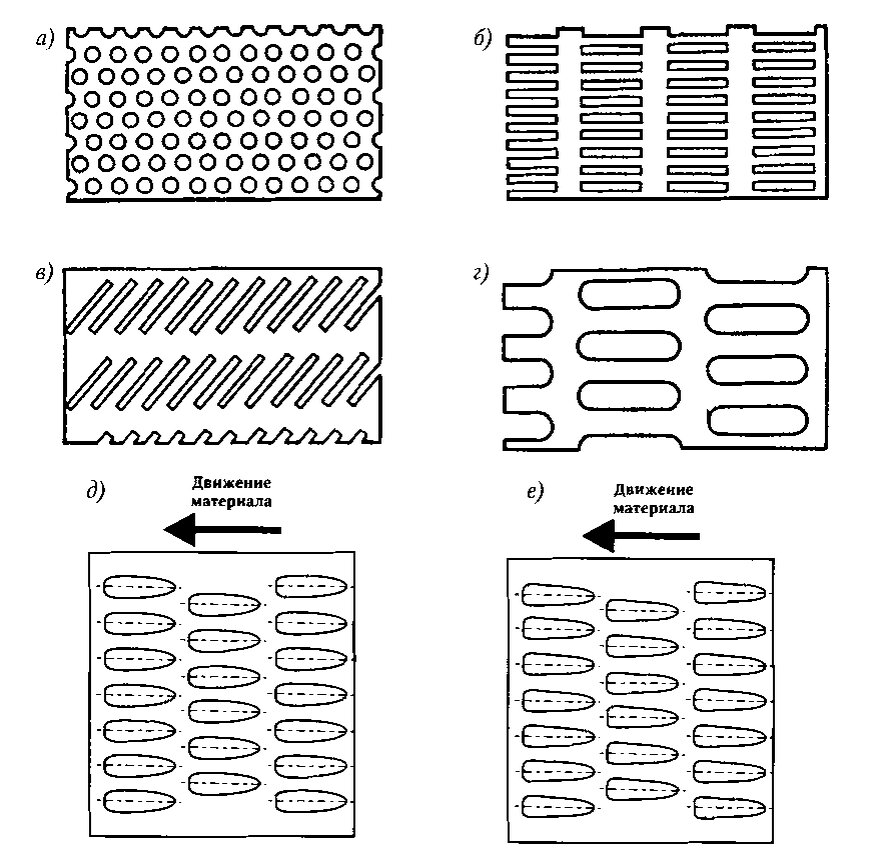
Обычно это стальные листы со штампованными или просверленными отверстиями. Такие сита могут быть также литыми. Форма отверстий листовых сит (рис. 1) круглая, прямоугольная (щелевидная), реже квадратная и др. Отверстия располагаются линейно, параллельными рядами или в шахматном порядке. Прямоугольные отверстия часто располагают под углом к продольной оси сита (рис. 1, в). Для получения достаточно прочного сита с наибольшим живым сечением предпочитают шахматное расположение отверстий. Круглые отверстия (рис., 1, а) обычно размещают в вершинах равностороннего треугольника. В грохотах для обезвоживания материала, как правило, применяют сита со щелевидными отверстиями. В настоящее время изготавливают сита с капле- и грушевидной формой отверстий (рис. 1, д, е), которые расширяются по направлению движения материала. Сита с грушевидными отверстиями в отличие от каплевидных имеют большее живое сечение, меньшую забиваемость, обеспечивают более высокие эффективность грохочения и точность разделения материала.
Расположение отверстий в шахматном порядке выгоднее, так как при параллельном расположении кусок материала, попавший между отверстиями, может пройти по всей длине просеивающей поверхности, не встретившись с ними.
Живое сечение листовых сит обычно находится в пределах 35...40 %. По условиям прочности решета между отверстиями оставляют перемычки, ширина которых > 90 % диаметра отверстия. Толщина листа решета колеблется в зависимости от размера отверстия в пределах (0,08...0,5)d.
Чем больше толщина листов, тем больше срок службы решета, однако увеличение толщины листов связано с увеличением усилия пресса для штамповки отверстий и ограничивается технологией изготовления. Поэтому чем меньше диаметр отверстий в решетах, тем тоньше должен быть лист, подвергающийся штамповке.
Пробиваемые отверстия имеют конусность около 6...7°, что благоприятно влияет на процесс грохочения при условии, что отверстия расширяются книзу. Конусность отверстий способствует проваливанию кусков через отверстия, поэтому при установке сит на грохотах необходимо следить за тем, чтобы отверстия расширялись книзу. При сверлении конусность отверстий не обеспечивается. При штамповке круглых отверстий получается меньше трещин, чем при штамповке квадратных отверстий. Штампованные решета с мелкими отверстиями для грохотов не изготавливаются, так как они имеют малое живое сечение. Иногда они могут быть сборными из согнутых стальных полос, вставленных в рамку.
Листовые сита имеют высокую прочность и продолжительный срок службы, но низкую эффективность грохочения.