Автор: учащийся 11 класса школы №24 г. Ярославля Турзин Илья
Введение.
В практике машиностроения проблема измерения деталей машин в процессе их технологической обработки является одной из самых актуальных. Наиболее важным моментом этой проблемы является процесс автоматизации измерений с целью создания адаптивных и самонастраивающихся технологических систем обработки деталей.
В настоящее время известно множество контактных и бесконтактных способов измерений:
- магнитных
- индукционных
- электростатических
- оптических
- аналого-цифровых и т.д.
В последние годы наблюдается интенсивное развитие электроники, микроэлектроники, аэрокосмической и ракетной техники, что в свою очередь ставит перед промышленностью задачу создания точных и надежных измерительных систем.
В большинстве случаев данные задачи разрешимы, но некоторые существующие системы имеют ряд недостатков: либо измерение является трудоемким процессом, либо используемые не имеют необходимой точности и производительности.
В связи с бурным развитием электроники, а, следовательно, с увеличением выпускаемой продукции, "штампуемой" автоматизированными системами сборки, очень важной задачей для метрологического обеспечения производства становится создание точных измерительных систем. Эта задача является актуальной и диктуется реальными потребностями производства.
Постановка задачи.
Настоящая работа посвящается проектированию и разработке автоматизированной измерительной системы с использованием оригинального датчика угла поворота.
Автором предлагается конструкция бесконтактного оптического измерительного устройства для контроля прецизионных деталей непосредственно в момент передачи заготовки с одной операции обработки на другую или в процессе сборки.
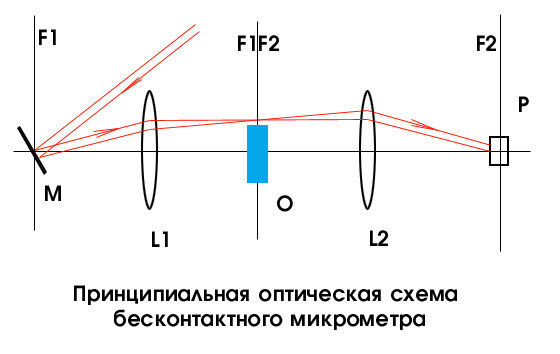
Предлагаемая конструкция представляет собой (см. рис.1) центрированную оптическую систему, состоящую из двух собирающих линз L1 и L2. В задней фокальной плоскости первой линзы находится поворотное зеркало (M), закрепленное на уровне главной оптической системы. Поворотное зеркало используется для сканирования апертуры линзы L1 лазерным лучом. Передняя фокальная плоскость первой линзы и задняя фокальная плоскость второй линзы совмещены.
В передней фокальной плоскости второй линзы помещен фотоприемник (P). Исследуемый объект (O) находится в области совмещения фокальных плоскостей линз L1 и L2.
Принцип работы предложенной конструкции.
Луч лазера направляется на вращающееся зеркало, отклоняется от него параллельным пучком, падает на апертуру линзы L1. По закону геометрической оптики луч перемещается перпендикулярно оптической оси системы. Если на его пути встречается объект, луч гасится и до фотоприемника не доходит. В противном случае луч проходит через L2, отклоняясь от оптической оси системы, он падает на апертуру фотоприемника. Отслеживая угол поворота зеркала, на участке перекрытия луча объектом, можно измерить размеры исследуемого объекта.
Принцип работы фотодатчика.
От фотоприемника, расположенного в переднем фокусе линзы L2, выходной сигнал поступает в электронно-аналитический блок.
Сигнал усиливается и преобразуется в цифровую форму в виде логических единиц и нулей. Это обстоятельство имеет важное значение по причине наличия некоторой переходной характеристики в зоне перекрытия луча измеряемым объектом (см. рис. 2).
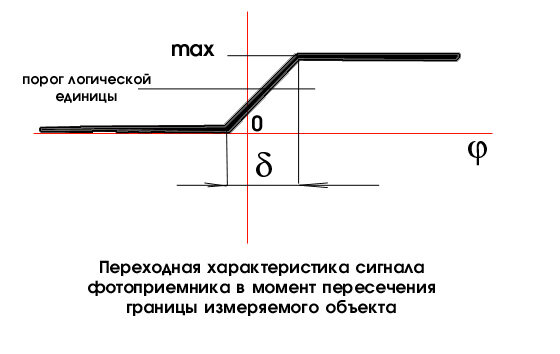
В случае аналого-цифрового преобразования при определенном уровне (порог логической единицы) входного сигнала, происходит скачкообразное изменение выходного сигнала от значения логического нуля до уровня логической единицы или обратно. Чем меньше ширина участка (d) срабатывания АЦП в пределах переходной характеристики, тем меньше разброс показаний обеспечивается в процессе измерения.
Следует подчеркнуть важное свойство оптической системы - в зоне измерения детали (в плоскости совмещенных фокусов F1,F2) сканирующий луч имеет минимальные размеры в своем сечении. Благодаря этому обстоятельству переходная характеристика изменения интенсивности излучения в момент перекрытия деталью и в момент выхода луча из тени детали будет максимально крутой. Это обстоятельство очень сильно влияет на точность измерения (e).
e = d*tg(f) (см. рис. 2).
Где d- ширина гистерезиса АЦП (аналого-цифрового преобразователя)
С помощью приведенной выше оптической системы мы сможем определить как момент перекрытия луча измеряемой деталью, так и момент выхода луча из тени.
Принцип работы датчика угла поворота сканирующего зеркала.
Однако, для определения размера тени необходимо знать величину линейного перемещения луча в зоне перекрытия его измеряемой деталью. В нашем случае достаточно знать угол поворота сканирующего зеркала на этом участке.
Используя законы геометрической оптики, в параксиальном приближении можно вывести математическую зависимость угла поворота и величины линейного перемещения сканирующего луча.
H @ F1*(Dj/2) ;
Где:
H - линейное перемещение луча в зоне измерения;
F1 - фокусное расстояние первой линзы;
(Dj/2) - приращение угла поворота сканирующего зеркала.
Необходимо с достаточно высокой точностью произвести измерение угла поворота сканирующего зеркала. Это можно сделать несколькими способами.
1й способ - с помощью прецизионного датчика угла поворота.
2й способ - измерять угол опосредованно через одновременное измерение двух параметров - угловой скорости (w) и промежутка времени сканирования (Dt).
В случае высокой стабильности скорости вращения оси сканирующего зеркала, что обеспечивается достаточной величиной момента инерции вращающихся деталей, низкими потерями на трение в подшипниках системы и демпфированием передачи приводного момента двигателя, второй способ более прост, экономичен и поэтому предпочтителен.
Конструкция системы измерения угла поворота представлена на рис. 3.
1- двигатель привода сканирующего зеркала
2- стабилизирующий маховик
3- датчик скорости вращения маховика
4- непрерывный He-Neлазер
5- двенадцатигранная зеркальная призма
6- объектив 1
7- измеряемый объект
8- объектив 2
9- фотоприемник
10- луч лазера
За время перекрытия сканирующего луча измеряемой деталью (t) микропроцессором производится суммирование импульсов генератора с частотой (n), пропорциональной угловой скорости маховика (w) со сканирующим зеркалом. Сумма (N) затем умножается на поправочный коэффициент (K) и результат (D) выводится на дисплей в микрометрах с точностью до 0,1 мкм.
Экспериментальное исследование влияния формы детали на величину переходной характеристики перекрытия луча лазера.
Для определения точности измерения оптическим микрометром деталей различной формы был проведен следующий эксперимент. На модели проводилось измерение ширины переходной характеристики перекрытия луча лазера измеряемой деталью.
С помощью прецизионного поворотного устройства (см. рис.1) зеркало (М) поворачивалось с приращением угла 1" до тех пор, пока сигнал на фотодатчике (Р) не принимал экстремальное значение. Затем строилась кривая переходной характеристики и измерялось значение (d) ширины переходного процесса с секундах дуги.
На основании приведенного графика величина (d) = 7 секунд дуги, что для объектива с фокусным расстоянием 200 мм соответствовало линейному размеру D¢ = 0,48 мкм.
Безусловно, в процессе аналого-цифрового преобразования сигнала величина погрешности может быть уменьшена за счет сужения кривой гистерезиса АЦП.
Однако, автор предлагает принять дополнительные меры по увеличению точности бесконтактного способа измерения деталей путем многократного измерения и вычисления статистических параметров результатов:
M = å(Di)/N - математическое ожидание;
s = Ö[å(M-Di)L2/NL2] - среднеквадратичное отклонение.
Дополнительные меры по вычислению статистических параметров N измерений позволят, как минимум, в Ö N раз уменьшить влияние таких случайных факторов, как шумы АЦП и фотоприемника.
Выводы.
В результате моделирования процесса бесконтактного измерения деталей цилиндрической формы, с различными диаметрами измеряемых поверхностей было установлено, что размеры деталей не влияют на величину погрешности измерения. Точность измерения составила около 0,5 мкм, что вполне достаточно для большого спектра производственных задач.
К недостаткам предложенного метода можно отнести то обстоятельство, что оптика очень чувствительна к загрязняющим факторам, в том числе парам масел и пыли. Следует избегать установки подобных приборов в местах незащищенных от подобных загрязняющих факторов или следует принимать дополнительные меры по защите оптики от попадания грязи путем применения воздушных экранов.
Результаты исследования могут быть использованы в цехах механообработки прецизионных деталей на заводах по производству ДВС и ТА.