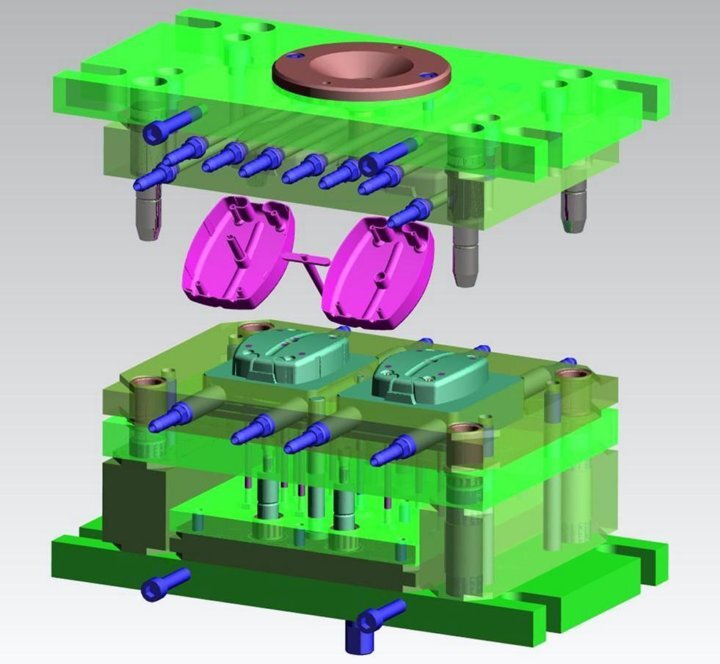
Из всего спектра аддитивных технологий единственной технологией, получившей распространения для прямой печати металлических пресс-форм является лазерное сплавление порошка металла (SLM-технология, разновидность технологии «синтез на подложке»).
Все остальные технологии прямой 3D-печати металлических изделий не обеспечивают необходимой точности. Теоретически необходимую точность может дать печать «зеленых» заготовок с последующим спеканием или инфильтрацией более легкоплавким металлом, но практически эти технологии пока не применяются. Вероятно из-за сложности предсказания размеров крупных деталей после усадки.
Технология лазерного плавления – очень дорогая и себестоимость изготовления пресс-форм выше, чем при изготовлении традиционными методами. Тем не менее 3D-печать лазерным сплавлением металла используется для изготовления формообразующих вставок, охладителей, обогреваемых литников.
Причин печати пресс-форм несколько:
- более высокая стойкость пресс-формы
- возможность изготовления деталей очень сложной формы
- возможность изготовления каналов охлаждения очень сложной формы, повторяющих контур формообразующей поверхности.
Более высокая стойкость пресс-формы объясняется возможностью использовать более твердые материалы. Твердость по Роквеллу напечатано пресс-формы составляет HRC 48-52, а фрезерованной после закалки - HRC 34.
3D-печать применительно к пресс-формам позволяет напечатать деталь любой сложности, даже такой, которую невозможно отфрезеровать. Проблема при печати по методу SLM возникают при наличии «мостов», обратных уклонов, нависаний – в пресс-формах все это отсутствует, т.к. иначе деталь невозможно будет вынуть из пресс-формы.
Но основным преимуществом печатных пресс-форм являются каналы охлаждения.
Процесс литья на термопласт-автоматах состоит из следующих циклов:
1. Смыкание формы
2. Впрыск размягченного термопласта
3. Охлаждение до температуры не более 100 градусов Цельсия
4. Размыкание формы
5. Извлечение детали
Время охлаждения может достигать десятков секунд и занимать более 60% времени цикла литься на ТПА.

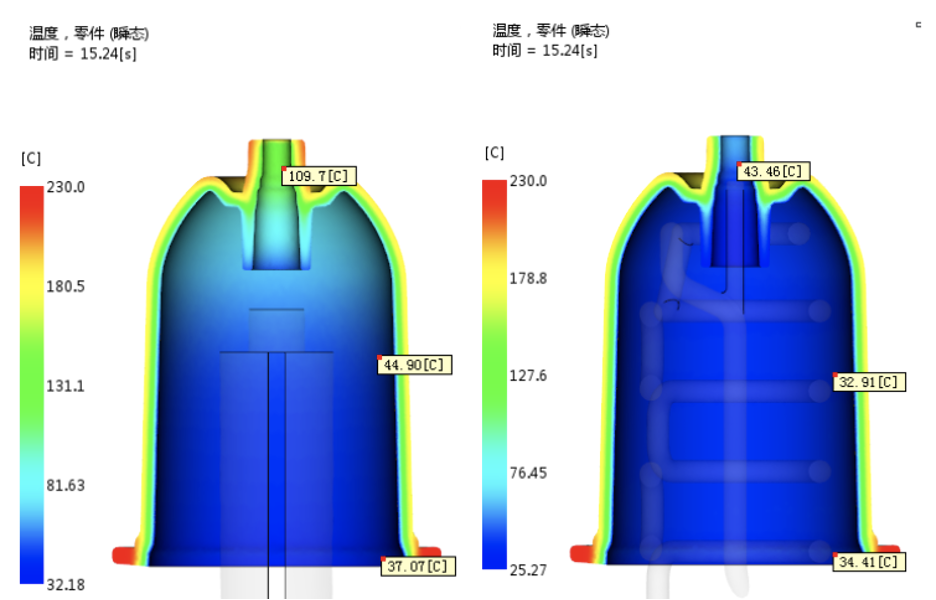
За счет более рациональных каналов охлаждения время охлаждения можно сократить. Например при литье корпуса мойки «Керхер» время охлаждения удалось сократить с 60 до 10 секунд.
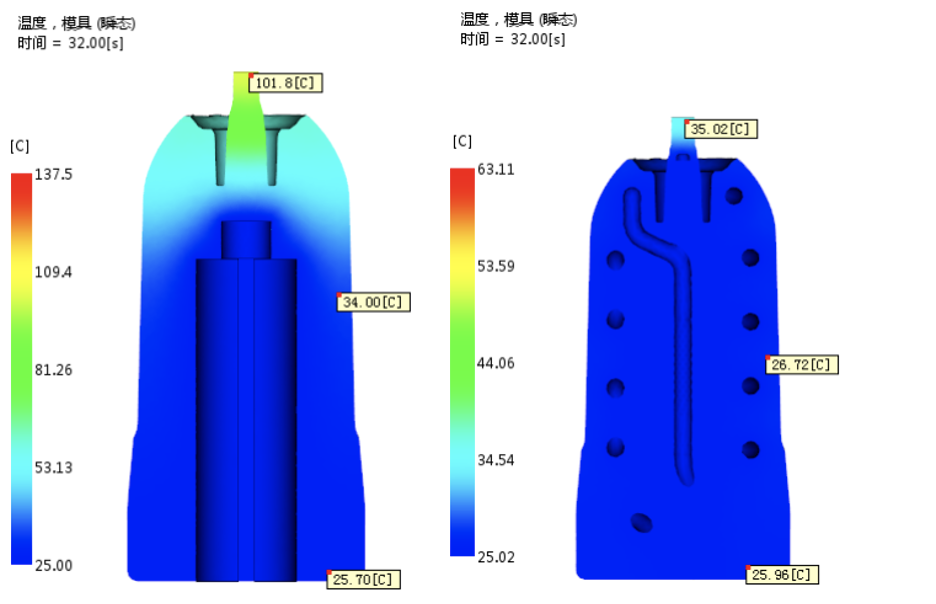
Вторым достоинством печатных пресс-форм является то, что каналы охлаждения могут располагаться параллельно формообразующей поверхности, что обеспечивает более равномерное охлаждение детали. Неравномерно охлаждение детали в пресс-форме приводит к искажению формы (деталь «ведет»), появлению внутренних напряжений, утяжин, усадочных раковин.
Традиционно каналы охлаждения получают либо глубоким сверлением, либо фрезеровкой двух заготовок, с последующей диффузионной сваркой в вакууме.
В первом случае возможно получить только прямые каналы, во втором – изогнутые, но расположенные на одном расстоянии от дна пресс-формы, а не от формообразующей поверхности.
Еще одно применение 3D-печати - печать обогреваемых литников и охладителей для обеспечения направленного охлаждения в пресс-форме.
На этом про 3D-печать пресс-форм пока все, в следующих статьях будет рассказано о других применениях 3D-печати при изготовлении пресс-форм для литья пластмасс под давлением.
Следующие статьи по теме:
Путеводитель по каналу: