Усовершенствованные траектории движения инструмента улучшают производительность фрезы при обработке сложных материалов. В этой статье пойдет речь о трохоидальных траекториях инструмента в металлообработке. Это одна из технологий, с помощью которых можно значительно оптимизировать процессы механообработки. Здесь рассмотрим ее суть, а также некоторые аспекты использования на практике. Плюсы трохоидальных траекторий обработки описаны ниже.
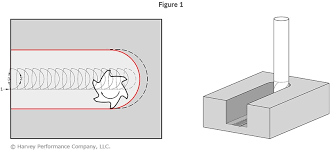
"Трохоидальные (трокоидные) траектории — это кривые, соединенные с окружностью, которые движутся по прямой линии или траектории."
Температура
Используя трохоидальные пути можно свести к минимуму нагрев заготовки и фрезы. Контроль нагрева имеет первостепенное значение для обеспечения стабильной работы высококачественных инструментов при обработке сложных сплавов. Высокая температура резко сокращает срок службы инструмента и является основной причиной его отказа. Причина, по которой трохоидальные траектории снижают температуру, заключается в том, что криволинейные траектории минимизируют дугу зацепления. При использовании фрезы меньшего размера и искривлении инструмента в резе количество контактов с материалом сводится к минимуму, и он проводит меньше времени в резе.
Скорость
Есть и другие преимущества использования трохоидальных траекторий. Поскольку повышение температуры сводится к минимуму, можно обрабатывать материалы гораздо быстрее SFM. С помощью трохоидальных траекторий получается более глубокая резка в направлении оси Z. Обычно глубина резания по оси Z может в два раза превышать диаметр фрезы. Трохоидальные траектории в основном используются для создания пазов. Также можно использовать трохоидальные пути для создания карманов, но при открытии кармана будет наблюдаться некоторая неэффективность инструмента, а дугообразные пути не нужны для минимизации зацепления. Как правило, используется инструмент диаметром от 50 до 62 процентов ширины паза. Оставаясь в этом диапазоне, возможно минимизировать дугу зацепления настолько, чтобы воспользоваться преимуществами увеличенных оборотов и глубины резания по оси Z. Величина радиального шага (направление X, Y) будет зависеть от материала, но колеблется от 2 до 10% от диаметра фрезы.
Выбор инструмента
Обычно используются инструменты меньшего диаметра, что снижает стоимость фрезы и общие производственные затраты. Нужно убедиться, что инструменты, которые выбраны для определенного типа фрезеровки, специально разработаны не только для трохоидальной резки, но и для материала, который обрабатывается.
Программное обеспечение
Сегодня существуют системы CAD/CAM, в которых трохоидальные траектории разработаны предельно эффективно. Вместо того чтобы просто использовать типичный трохоидальный путь, алгоритмы CAD/CAM софта фактически контролируют дугу зацепления. По сути, количество зацеплений не увеличивается, даже когда инструмент входит в угол или другую сложную для обработки геометрию.
Инструмент действует в углах также, как и при резке по прямой линии. Это помогает устранить различия в отделке и точности. Фреза действует с постоянным усилием, которое не колеблется при изменении геометрии детали.
Если используется инструмент с 10-процентным радиальным шагом при прямолинейной обработке (профилировании), дуга зацепления составляет 37 градусов, но при попадании в угол, он увеличивается до 127 градусов Этот скачок в зацеплении увеличивает нагрев и давление на инструмент, снижая срок службы инструмента и качество изготавливаемых деталей.
Некоторые системы CAD/CAM включают в себя гибридные траектории с использованием трохоидального движения в углах и труднодоступных местах, в то время как в более открытых сечениях используются традиционные траектории.
С помощью этих новых гибридных траекторий легко программировать УП для изготовления детали. Все, что нужно сделать, это ввести типичную информацию и желаемый радиальный шаг. Система CAD/CAM позаботится обо всем остальном и проконтролирует угол зацепления.
Итог
Используя новейшие методы программирования и софт, можно легко обрабатывать сложный материал. Используйте инструменты меньшего диаметра, чтобы свести к минимуму дугу зацепления и контролировать нагрев. Многие новые сплавы, поступающие на рынок, имеют тенденцию быть более трудными для обработки. Используйте определенную геометрию фрезы для каждого типа фрезерования. Применяя трохоидальные и гибридные траектории можно без особых проблем обрабатывать заготовки из сложных в фрезеровании материалов.