Загадочный для нашей слесарной бригады "научных" сотрудников оказался этот простоявший в заброшенном складе не менее 30 лет и случайно попавшийся в наши цепкие руки клей. КЛЕЙ ЛЕЙКОНАТ-что за "зелье" не кто из нашей суровой команды конечно же не знал. Я всё позже выяснил во всемирной паутине, что и представлю ВАМ немного ниже. Нетерпеливое вскрытие обнаружило фиолетовую жидкость на "древней" клапанной пробке. С интересом тычем в пузырёк электродом и с разочарованием упираемся в самом начале в твёрдую как бетон преграду. СКЛЕИЛСЯ КЛЕЙ ПОХОЖЕ САМ ПО СЕБЕ ЗА ДОЛГИЕ ГОДЫ. Из пузырька вытекло грамм 150 той самой фиолетовой жижи. Конечно нас это не остановило, и поднесённая горящая спичка продолжила нашу "научно исследовательскую" работу. :) ВЫГОРЕЛО БЫСТРО, БЕЗ КОПОТИ И БЕЗ ОСТАТКА, ОСТАВИВ ПОД СОБОЙ ЛИШЬ ЧИСТЫЙ ВЕРСТАК. Далее наша вечно голодная урна получила старенький пузырёк в качестве очередного приза. Клей Лейконат ( ТУ 2473-002-36733310 или 6-14-95-85) это раствор дихлорэтан
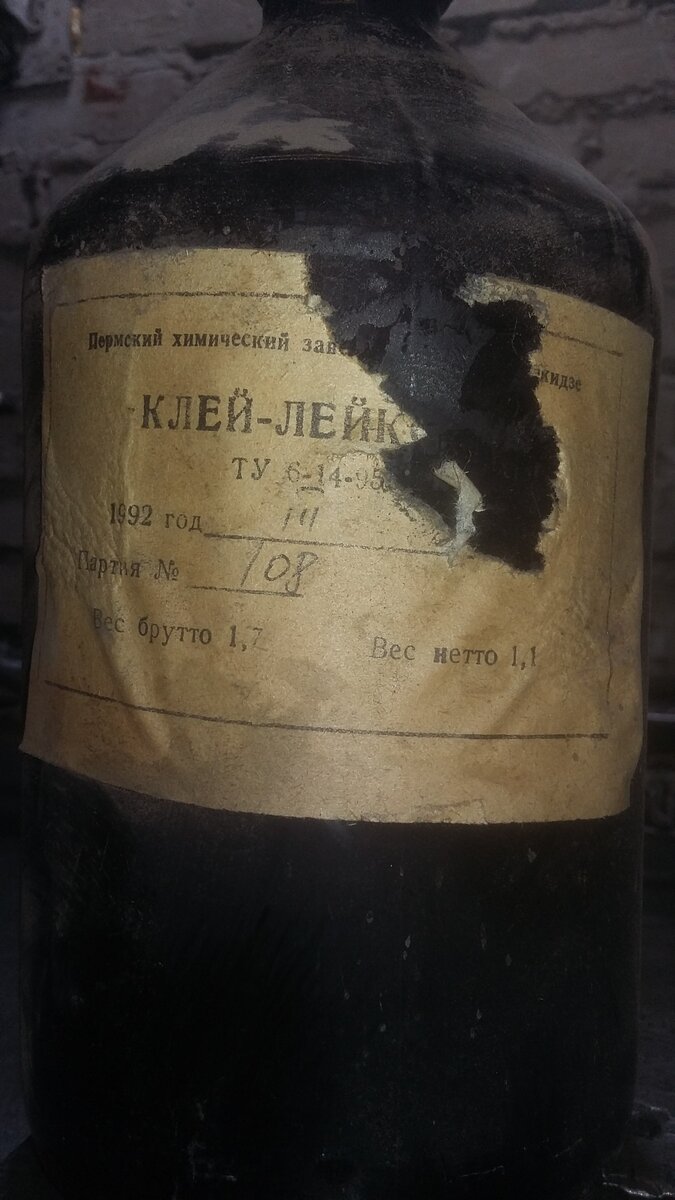
Загадочный для нашей слесарной бригады "научных" сотрудников оказался этот простоявший в заброшенном складе не менее 30 лет и случайно попавшийся в наши цепкие руки клей.
КЛЕЙ ЛЕЙКОНАТ-что за "зелье" не кто из нашей суровой команды конечно же не знал. Я всё позже выяснил во всемирной паутине, что и представлю ВАМ немного ниже.
Нетерпеливое вскрытие обнаружило фиолетовую жидкость на "древней" клапанной пробке.
С интересом тычем в пузырёк электродом и с разочарованием упираемся в самом начале в твёрдую как бетон преграду.
СКЛЕИЛСЯ КЛЕЙ ПОХОЖЕ САМ ПО СЕБЕ ЗА ДОЛГИЕ ГОДЫ.
Из пузырька вытекло грамм 150 той самой фиолетовой жижи.
Конечно нас это не остановило, и поднесённая горящая спичка продолжила нашу "научно исследовательскую" работу. :)
ВЫГОРЕЛО БЫСТРО, БЕЗ КОПОТИ И БЕЗ ОСТАТКА, ОСТАВИВ ПОД СОБОЙ ЛИШЬ ЧИСТЫЙ ВЕРСТАК.
Далее наша вечно голодная урна получила старенький пузырёк в качестве очередного приза.
Клей Лейконат ( ТУ 2473-002-36733310 или 6-14-95-85) это раствор дихлорэтана ( 4,4',4'') - трифенилметантриизоцианата и предназначен для склеивания стали, латуни и дуралюминия с невулканизированными резинами из бутадиен-нитрильного, натурального и хлоропренового каучуков с последующей их вулканизацией, а также используется в качестве отвердителя (вулканизирующего агента) в клеях резиновых холодного отверждения. Внешне клей Лейконат имеет вид жидкости от фиолетового до красновато-коричневого цвета. Он широко применяется в производстве манжет сайлент-блоков и амортизаторов, при обрезинке валов, при гуммировании оборудования, связанного с химической промышленностью и т.д. Ниже описанные рекомендации процесса работы с клеем были разработаны НИИРП (Москва) и изложены в методической инструкции за номером И-9-4-65.
Процесс склеивания резиновых изделий и металлов можно разделить на три стадии: это подготовка поверхности образцов склеиваемых поверхностей, нанесение клея, а также отверждение клея и выдержка склеенных изделий под давлением. Процесс склеивания должен обязательно производиться в помещении, которое оборудовано приточно-вытяжной вентиляцией при относительной влажности воздуха не выше 60%,в помещении где производят работы.
Перед началом процесса склеивания метеллические детали необходимо опескоструить, а латунные или стальные изделия обязательно промыть после процедуры бензином. Наносить клей неоходимо только на металлические поверхности при помощи валика, кисти или тампона. На поверхность резиновых изделия клей наносить не нужно. После нанесения клея на металлические поверхности их просушивают в течение получаса при температуре окружающей среды от 18 до 30 °C или в течение 10 - 20 минут при температуре от 30 до 45 °C. Далее их выдерживают в течение одного часа в сушильном шкафу при 150 °C. По окончании этого детали охлаждают до комнатной температуры и повторно два раза покрывают клеем, просушивая после каждого нанесения по 30 минут или в течение 10 - 20 минут при температуре от 30 до 45 °C. В дальнейшем склеиваемые поверхности изделий соединяют между собой и подвергают горячей вулканизации в течение 30 минут при температуре 145 °C.
При проведении испытаний по ГОСТ 14760-69, прочность при отслаивании клеевого соединения невулканизованной резины 3826 с металлами соответствует не менее 4 МПа. Вулканизованная пленка на склеиваемой поверхности обладает стойкостью к минеральным маслам, бензолу и керосину.
ЗНАНИЯ ПОЛУЧЕНЫ ПО НИЖЕ ПРЕДСТАВЛЕННОЙ ССЫЛКЕ. :)
https://uhs-rti.ru/stati_o_produktsii/kley_leykonat___instruktsiya_po_primeneniyu