По опыту переговоров с клиентами, желающих изготовить ту или иную деталь на ЧПУ фрезере, можно выделить несколько постоянно повторяющихся ошибок, которые заметно осложняют взаимопонимание, затягивают процесс, негативно влияют на результат.
1. Старайтесь сразу начинать разговор с вопроса о том, куда можно выслать фотографии/эскизы/чертежи, в нашем случае это электронная почта. Передавать графическую информацию на словах – сомнительное удовольствие. Иногда «простая» деталь может обладать с точки зрения производства такими нюансами, которые или значительно осложняют задачу или вообще ставят под вопрос целесообразность ее (детали) изготовления.
2. Максимум конкретики. Если делаете фото, кладите рядом для масштаба зажигалку, линейку. При наличии опыта – постарайтесь набросать эскиз с размерами на бумаге, в paint’e, другом редакторе. Царский вариант – чертежи, сделанные в векторном формате (DWG, DXF, Ai, CDR, EPS, другие) в масштабе 1к1. Не пренебрегайте «второстепенной» информацией. Такие параметры как: сроки, количество штук, материал, минимально допустимое качество резания, необходимость доп. обработки. Мелочи могут значительно повлиять на итоговую цену.
4. Учитывайте, что единичная деталь (т.е. прототип) почти всегда будет дороже аналогичного предмета из магазина. Банально, но часто сталкиваемся с желанием получить изделие «Х» дешевле образцов изготавливаемых на китайской фабрике, причем не на ЧПУ-фрезере, а методом литья или штамповки. Для проверки нашей теории можно обратиться на завод где стоят «крутые» станки вроде fanuc, siemens. Сначала придется оплатить работу инженера, который подготовит документацию по вашему проекту, даже если это просто кольцо. Короче стоимость ОДНОЙ простой детали из металла «левым» тиражом в итоге получится запредельная.
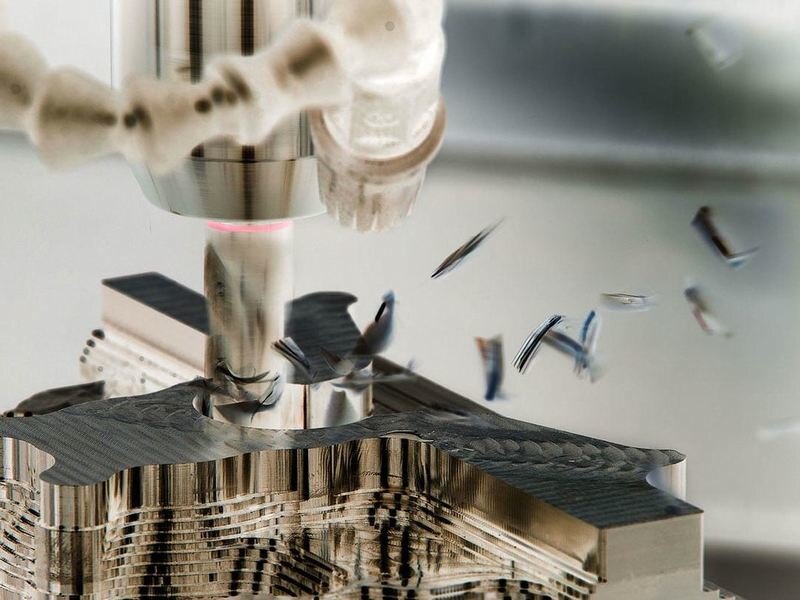
5. Учитывайте разницу между фрезером и лазером. Совсем просто: фрезер режет стержнем с зубьями – фрезой, лазер режет сфокусированным лучом, сделаем отсюда несколько практических выводов.
А) Резать из толстого материала тонкие элементы можно (тонкой фрезой), но не выгодно, на тонкую фрезу не дашь большое усилие, короче долго, а время – деньги. Но если иначе никак – значит надо. Чем глубже рез (толщина заготовки), тем большего диаметра желательно выбирать фрезу. При резке лазером тоже есть свои ограничения в зависимости от материала, мощности, например если речь идет о фанере, то предельная толщина будет около 5мм, оптимально 2-3мм.
Б) Предположим, вы выбрали толщину фрезы 6мм. Это значит, что в самом «узком» месте Вашего эскиза, должен свободно «проходить» круг диаметром 6мм, думаю понятно. Т.е. фреза всегда «съедает» полоску толщиной равной своему диаметру, так дайте же ей дорогу! В принципе можно менять инструмент (фрезу) в процессе работы, но это увеличивает стоимость изделия, если не критично, зачем платить больше?
В) Внутренние углы ВСЕХ деталей ОБЯЗАТЕЛЬНО будут иметь радиус как минимум равный радиусу используемой фрезы. Если фреза 6мм то закругление внутри будет не меньше 3мм. Нужны строго прямые внутренние углы без «скруглений»? Тогда, скорее всего, Вам потребуется лазерная резка. Анекдот из жизни в одну строчку, звонок: «Здравствуйте, а у вас есть лазерная вырезка?» J
Г) Векторы объектов (если вы делаете эскиз сами) должны быть замкнуты. То есть векторы должны соединяться в замкнутый контур. Неплохой способ проверить это в программе Corel Draw - «залить» выделенную область, я использую инструмент «интеллектуальная заливка». Разумеется, если область равномерно закрасилась, вы имеете все шансы на успех при резке. Проверять «векторы» на ошибки (разрывы) в Corel лучше переключив вид с «расширенного» на «каркас».
6. Свой материал\чужой материал, что лучше?
При малой партии лучше свой. От качества материала напрямую зависит результат. Один заказчик хочет максимум экономии, другой качества, сферы применения у деталей очень разные, редко какая контора может похвастаться настолько широким ассортиментом материала, чтобы удовлетворить всех. Цена за доставку всегда включена, говорят об этом или нет, материал не производится из сырья в том же месте, где его режут. Так что если есть своя машина с вместительным багажником, получится несколько дешевле.
7. Не пытайтесь самостоятельно рассчитывать стоимость по длине кривой
Не специалисту тяжело оценить потребуются ли дополнительные операции. Заготовку бывает сложно крепить, надо менять фрезу в процессе, переворачивать деталь, капризный материал и.т.п. Сначала мы возмущались, почему они не считают сами!? Оказалось, что когда считают, получаются еще хуже, т.к. приходится объяснять ошибки в расчетах, доказывать свою точку зрения. Оставим одной стороне свободу называть цену, а другой соглашаться или не соглашаться.
8. 3D, 2.5D, 2D фрезеровка, в чем отличие?
Если после обработки получается полностью объемная деталь – это 3D фрезеровка, для нее нужен станок с дополнительной осью. Плоскостная резка, она же 2D фрезеровка, она же распил, т.е. раскрой плоского листа. Выпуклости и вогнутости (барельеф, горельеф) на плоской заготовке получаются при 2.5D обработке. Объемная обработка (2.5D, 3D) оценивается по времени, сколько станок потратит на деталь. Плоскостная резка оценивается по расстоянию, пройденному фрезой. Объемные компьютерные модели скидываются в форматах отличных от тех, в которых экспортируются «плоские» чертежи, исключение DWG. Наиболее универсальный формат – STP, остальные лучше согласовывать, дабы не усложнять, может мы работаем в одном и том же 3D редакторе J
9. Деталь после фрезеровки всегда нуждается хотя бы в минимальной обработке
Исключения редки. Вы видите в примерах работ красивые фото готовых деталей, но они получились такими не сразу, выпав из станка. Некоторые материалы (в сочетании с новыми фрезами и оптимальными режимами резания) позволяют добиться почти идеального качества без нужды снимать заусенцы, например разнообразные пластики, ПВХ, композит. Но вот режется пересушенная фанера и от сколов не уйти. Универсального рецепта не существует, в одном случае дешевле пару раз пройтись шлифовальной машиной, в другом доплатить за время и резать медленнее, какой вариант рациональнее - считается индивидуально.
10. Как влияет качество материала на результат
Увеличение затрат на материал позволяет в последствии сэкономить время на обработку деталей, снижает количество брака. Даже одинаковая на вид МДФ-плита бывает очень разного качества (плотности), одна режется чисто, другая с лохмотьями. К слову, зеленый влагостойкий МДФ обычно более высокого качества, чем простой коричневый. Рекламные материалы условно делятся по цене (стране производства) на 3 категории: Китай, Россия, Европа, какие лучше (и дороже) думаю объяснять не нужно. Конечно, не для всех задач требуется премиум-качество.
11. Как влияет качество фрезы на результат
Данный пункт не должен волновать клиента кроме одного случая, его и рассмотрим. Предположим, вы выпускаете с некоторой периодичностью партию чего-то, но не имеете своего станка, не выгодно. Рекомендуем приобрести пару дорогих фрез именно под ваш проект и отдавать их подрядчику на период выполнения работы. Вы будете удивлены, насколько сильно улучшится качество реза «за те же деньги». Приобретение «целевых» фрез более выгодно заказчику, чем исполнителю. Прежде всего, потому, что подобный заказ может повториться очень не скоро, т.е. вложенные деньги будут лежать без дела. Вторая причина – нет разницы в прибыли: платят фиксированную сумму, плохо сделано или хорошо. Какие именно фрезы Вам нужны, спрашивать надо у подрядчиков, с которыми вы собираетесь работать, например у нас.
12. Стоит ли делать «раскладку» деталей самому?
Расположение деталей не всегда определяется максимальной экономией материала, самая частая ошибка – предельно плотное расположение объектов без учета толщины фрезы, которая между ними пройдет. Некоторые детали требуют дополнительного крепления или нуждаются в запасе толщины материала по контуру, дабы избежать сильных вибраций, короче раскладку лучше доверить оператору станка. Ошибки при раскладке могут серьезно сказаться на качестве.
13. Какие параметры станка могут интересовать заказчика?
По большому счету, таких параметров очень мало. Скорость шпинделя, диаметр цанги, точное название и модель станка, управляющее/инженерное ПО (CAD), точность (погрешность) – вот все что обычному заказчику знать НЕ нужно, по причине отсутствия глубокого понимания. Важные параметры: размер стола (то куда кладется заготовка) и высота портала: они определяют предельные габариты обрабатываемой детали. Размеры нашего стола – 1200*800 мм, если самая большая деталь вашего проекта в них никак не вписывается (по диагонали, например), значит, будут сложности. Впрочем, сравнительно простые детали можно пилить с перекладыванием (то есть с «выходом» за пределы рабочего поля станка), вопрос в количестве и требуемой цене.
14. Брак? Бывает.
У американцев есть такая поговорка «дерьмо случается». Перечислять конкретные причины бесполезно, вариантов «а что может» воз и маленькая тележка, т.к. на сам процесс резания влияет много факторов. Например: при фрезеровке массива древесины можно напороться на сучок, сухая фанера любит расслаиваться, ошибка программы и.т.п. Чаще брак происходит по вине человека, в том числе заказчика. Куплен не подходящий материал, принуждение к спешке, неудачный эскиз, сделанный с нарушением рекомендаций исполнителя.
Почему брак случается, когда проект запущен в серию, ведь при изготовлении прототипа дефекты не вылезали? Ответ прост, правило «время – деньги». При серийном изготовлении ставится задача получить минимальную цену, то есть сократить время, затраченное на деталь. При таком подходе бывает проще (дешевле) выбросить пару изделий, чем уделять повышенное внимание каждой единице. Фишка: когда заказывается партия сравнительно недорогих деталей, имеет смысл заложить в смету как минимум на пару экземпляров больше чем нужно.
15. Стоит ли покупать свой 3D принтер, станок с ЧПУ (фрезер, лазер)?
Вот есть идея, проект, который хочется воплотить и знатно «отжать денег», как это сделать, если на пути стоят жадные ЧПУ-шники? Правильно, самому купить станок и стать оператором. Смотрим цены – ну не так уж и дорого, на первый взгляд. Наибольшая сложность заключается в том, чтобы станок себя окупал, т.е. должна быть постоянная загрузка. Второй камень преткновения – придется получать много дополнительных знаний (работа в программах, устройство станка) в ускоренном темпе или нанять отдельного специалиста.
Платить такому специалисту достойную зарплату, аренду и содержать станок, как правило, дороже, чем заказывать резку у всяких контор на стороне. Короче покупать стоит, если ожидается хорошая долговременная прибыль (каждый сам определяет число) или в качестве хобби, в противном случае получите много «веселья» за свои же деньги.
Если станок лазерной резки не приятное дополнение, а предполагаемый источник дохода, то готовьтесь, стоить он будет прилично. Ограничение лазера уже обсуждались выше, например толщина реза, в некоторых случаях скорость реза, зависит от свойств материала. В плане гравировки лазер конечно незаменим, сочетание дорогой фрезер + небольшой лазер – отличный вариант. К сожалению, установка лазера на фрезер не превращает его в полноценную замену специализированного лазерного станка по многим причинам.
3D принтер стоит покупать, если вы дизайнер и ваша задача быстрое прототипирование (моделирование) чтобы потом с «материальным» образцом ходить по производствам. Серийно производить на нем детали в большинстве случаев не выгодно, особенно большие. Для большинства он останется игрушкой, мега-креативной, бесконечно разнообразной, развивающей, но все же игрушкой.