Сегодня термин «Производственная система» можно часто встретить на страницах журналов и книг, в различных статьях и докладах в контексте применения принципов и методов бережливого производства. Иногда термины «Производственная система» и «Бережливое производство» даже отождествляют. Популяризации и введению в массовый обиход понятия способствовал успех компании «Тойота» и ее TPS (Toyota production system или «Производственная система Тойоты»).
Фактически производственная система – это система управления хозяйственной деятельностью предприятия, целью которой является постоянный поиск и устранение потерь и видов деятельности, не создающих ценности для потребителя и, как результат, – повышение эффективности.
В настоящее время созданием собственных производственных систем занимаются многие российские компании. Кто-то уже продвинулся в этом направлении достаточно далеко, кто-то находится в самом начале пути, где вопросов гораздо больше, чем ответов. Часть этих вопросов мне предоставилась возможность задать непосредственно ответственному за развитие производственной системы одного из предприятий в Тверской области, которое, на мой взгляд, продвинулось достаточно далеко и успешно в реализации на практике философии бережливого производства. В силу аудиторской этики я не могу раскрывать ни название предприятия, ни имя моего собеседника – назовем его условно Евгений.
- Евгений, как давно ваше предприятие занимаетесь развитием (не люблю слово «внедрение») бережливого производства?
- В том или ином виде методология и инструменты бережливого производства знакомы на нашем заводе уже более 10 лет. Но только последние 3 года, после того, как управляющая компания (примечание – акционер из Европы) начала активно развивать производственную системы, эта работа приобрела по-настоящему системный характер.
- Что именно Вы имеете ввиду, говоря о системности?
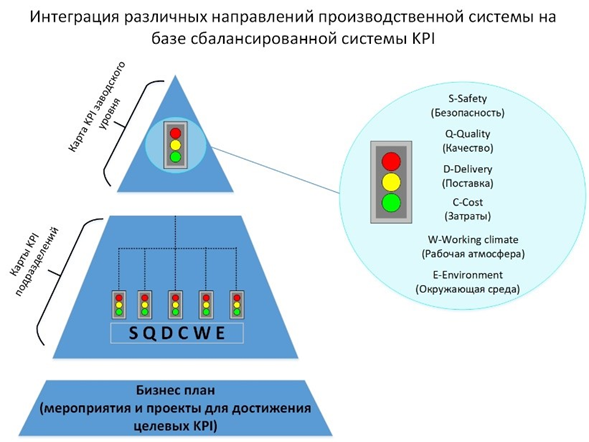
- Если раньше мы использовали какие-то отдельные инструменты бережливого производства для решения конкретных узких задач, то теперь производственная система охватывает без исключения всю деятельность предприятия, начиная с бизнес-планирования. Для удобства всю деятельность мы разбили на 6 ключевых направлений: Безопасность, Качество, Поставка, Затраты, Рабочая атмосфера, Окружающая среда. По каждому направлению мы ежегодно определяем ключевые показатели (KPI) для завода в целом и на уровне каждого подразделения. Задача производственной системы – обеспечить согласованность и сбалансированность между собой всех показателей и мероприятий, направленных на достижение показателей, а также работу механизма ежедневного мониторинга за прогрессом в достижении показателей и выявления любых проблем, которые создают риски невыполнения этих показателей.
- Больше похоже на систему сбалансированных показателей. Несколько непривычно это слышать, поскольку чаше всего, говоря о бережливом производстве и производственных системах, многие перечисляют те или иные инструменты – 5S, TPM, SMED и другие.
-Да, безусловно, мы тоже используем эти инструменты. Среди основных: решение проблем (Problem Solving), Стандартизированная работа (Standardization), система технического обслуживания (maintenance excellence), быстрая переналадка (Re-setting excellence), ежедневный менеджмент (Daily management), управление потоком создания ценности (Material flow management), тот же 5S. Но опять же, повторюсь: главное - это не инструменты, а то, каким образом обеспечить единство целей и согласованность действий всех сотрудников для достижения общих целей, вовлечь всех и каждого в постоянную деятельность по повышению эффективности.
Ключевая задача, от решения которой зависит существование предприятия в ближайшем будущем, для нас сейчас – это снижение себестоимости продукции. Только решив ее, мы сможем выйти на стабильные положительные финансовые показатели и обеспечить конкурентоспособность предприятия. Для этого мы уже несколько лет работаем над локализацией производства компонентов, развитием поставщиков на территории России, оптимизируем логистику, осваиваем реализацию ключевых технологий собственными силами. Одними только методами бережливого производства эти задачи не решаются, но исключительная роль производственной системы тут в целеполагании, координации, мотивации, контроле исполнения.
Что касается системы сбалансированных показателей, Вы правы – еще в прошлом году карта ключевых показателей у нас так и называлась Balanced Scorecards, а в этом году мы перешли к Lean Scorecards. Фактически ничего не изменилось, но мы тем самым подчеркнули, то, что все, что мы делаем – имеет отношение к производственной системе.
- Есть определенное пересечение зон ответственности с другими традиционными системами, например с СМК (система менеджмента качества). Как вам удается избежать конфликта интересов, как это бывает на многих предприятиях между отделами, отвечающими за СМК и производственную систему?
- У нас нет этой проблемы – каждый выполняет свои задачи, которые интегрированы на основе единой системы показателей и бизнес-плана, в котором обозначены основные мероприятия по достижению целей и разграничены зоны ответственности.
- Вы же отвечаете не только за развитие производственной системы, не так ли? Что еще входит в Ваши функциональные обязанности?
- Помимо производственной системы я отвечаю на предприятии за охрану труда и обучение персонала.
- Необычное сочетание… С чем связано такое совмещение?
- Думаю, это получилось случайно, но при этом очень удачно. Это отлично отражает философию нашей производственной системы – человек находится в центре системы. Задача руководства сделать так, чтобы ему было удобно, комфортно и безопасно работать.
- А как же эффективность? Разве не повышение эффективности и производительности является целью производственной системы? Именно повышение эффективности ожидается в вашем бизнес-плане, как один из результатов развития производственной системы.
- И да и нет одновременно. Да, мы ожидаем повышения эффективности, но это не является самоцелью. Мы исходим из того, чтобы дать людям поверить, что производственная система строится не для клиентов и не для бизнеса, а в первую очередь для того, чтобы было удобно им, и тогда они также будут максимально вовлечены в постоянное улучшение, «побочным» результатом чего будет повышение эффективности. Это ключевая мысль - понимание того, что первично, а что вторично. Мы сейчас закупили для операторов станков противоусталостные коврики, которые делают стоячую работу более безопасной и комфортной. Одна из последних реализованных идей по улучшению – изменение системы хранения шлифовальных камней на рабочих местах, что также облегчает их поиск и делает рабочее место более удобным. Если бы мы все наши действия рассматривали с точки зрения эффективности и экономического эффекта, у таких «бесполезных» мероприятий не было бы никаких шансов на реализацию.

Кроме того, мы руководствуемся принципом: производственная система – это просто! Опыт других предприятий показывает, как много идей остается даже не поданными. Когда обычный рабочий сталкивается с тем, что ему надо как-то рассчитать и обосновать экономический эффект от подаваемой им идеи – он опускает руки и предпочитает даже не связываться с оформлением.
- То есть, у вас нет никаких целевых показателей, характеризующих экономический эффект?
- Нет, таких показателей на данный момент нет. На наш взгляд сложно вычленить из общего результата вклад именно производственной системы или каких-то конкретных мероприятий. Мы ориентируемся на общие показатели по производственным затратам, которые у нас имеются в рамках системы ключевых показателей.
- Вы упомянули идеи по улучшению или, как это называют на некоторых других предприятиях – предложения по улучшению. Можете ли более подробно рассказать о том, как это работает у вас?
- У нас есть формализованный и задокументированный процесс «Есть Идея!». Каждый сотрудник (не руководитель) имеет право подать идею по улучшению. Все идеи сперва проходят рассмотрение и оценку с точки зрения рисков влияния на качество и безопасность. Это необходимо потому, что реализация идей сопряжена с изменениями в процессах, которые могут сказаться на качестве и безопасности труда. Если идея принимается к реализации, определяются ответственные за реализацию, сроки ресурсы. У нас есть KPI, оценивающие как количество поданных, так и реализованных идей.
Ежеквартально мы подводим итоги по процессу в составе руководителей подразделений и директора– рассматриваем все поданные и реализованные идеи, выбираем лучшие идеи для вознаграждения. Причем награждается как тот, кто подал идею, так и тот, кто ее реализовал, они сами должны договориться, в каком процентном отношении.
К сожалению, материальная мотивация – это самая жуткая финансовая составляющая, которая пока сохранилась в нашей системе. Мы понимаем, что она дает краткосрочный эффект и стремимся к тому, чтобы ее полностью заменить на нематериальную. Сейчас около 30% поданных идей получают материальное вознаграждение.
- А какие нематериальные методы вы используете?
- Тут, во-первых, как я говорил ранее, необходимо дать понять людям, что все делается для их удобства. Как только люди убеждаются, что система для них выгодна, они активно включаются в процесс улучшений. Показателен тут во многом негативный опыт многих компаний по внедрению системы 5S, которое происходит сверху-вниз и зачастую не в интересах рабочих, а для удовлетворения требований различных проверяющих. В таких системах наводится порядок и красота перед очередным аудитом. Для нас же инструмент 5S –этот не про красиво, а про удобно.
Во-вторых, важно на самом высоком уровне постоянно говорить об идеях, показывать людям, насколько важно их участие, и что высшее руководство действительно считает это своим приоритетом. Мы обсуждаем и подводим итоги по результатам реализации идей ежеквартально с участием всех руководителей, даем обратную связь сотрудникам.
И в-третьих, нужно исключить демотивацию: если сотрудники подают идеи и видят, что руководство на них никак не реагирует, и ничего в работе не меняется, доверие быстро теряется, и его потом восстановить практически невозможно.
- Руководители могут подавать идеи?
- Нет, это инструмент только для рабочих. Обеспечивать улучшение в своих процессах – должностная обязанность руководителей. Мы изначально стремились избежать практики, когда вместо выполнения должностных обязанностей руководители подают предложения по улучшению, рассчитывая на дополнительное вознаграждение. Конечно, если руководитель видит возможность для улучшения, он может ее высказать, но это не будет влиять на KPI и не будет учтено, как поданная идея. А лучше всего, и мы именно так учим руководителей среднего звена, - аккуратно «вложить» эту идею в головы своих подчиненных, чтобы они могли реализовать ее, как свою. Таким образом мы одновременно реализуем улучшения и вовлекаем сотрудников в этот процесс.
- Вы говорили про наличие у вас KPI в отношении количества поданных и реализованных идей. К кому относятся дынные KPI – к рабочим или руководителям? И вообще, какие еще существуют KPI для рабочих?
- Пожалуй, единственный показатель, который мы отслеживаем в отношении рабочих – это количество выявляемых ими небезопасных состояний. «Небезопасными состояниями» мы называем любые ситуации и отклонения, которые оказывают или потенциально могут оказать негативное воздействие на наши 6 направлений деятельности (безопасность труда, качество, поставка, затраты, рабочая атмосфера, окружающая среда). Изначально эта концепция применялась в охране труда. Основная идея в том, что чем больше мы выявляем небезопасных состояний на самой ранней стадии, тем меньше мы получаем в итоге несоответствий и инцидентов, и в этом основная роль у рабочих – непосредственных участников процесса. Мы ежедневно отслеживаем количество выявленных небезопасных состояний, но при этом нет определенного целевого значения показателя, также как и нет никакого поощрения или наказания за их количество.
У нас вообще зарплата рабочих не зависит ни от каких количественных показателей – у них оклад плюс до 20% премии, которую распределяет начальник производства. А вот у руководителей, в частности у начальника производства, есть составляющая за выполнение показателей, в том числе – количество несоответствующей продукции.
- Очень похоже на известную систему «бриллиант» завода «Инструм-Рэнд» в Нижегородской области, где впервые вместо наказания стали награждать рабочих, если они сами выявляли брак. Вы где-то изучали подобный опыт?
- Честно говоря, нет, впервые слышу о такой системе, надо почитать подробности. У нас это единый подход во всей компании, мы сами ничего не придумывали. Хотя мы абсолютно понимаем, для чего это нужно. К примеру, наш начальник производства приводит случай из своей практики на предыдущем месте работы, когда в первый же рабочий день в цехе ему объяснили, что нужно делать с браком – его надо прятать. После чего он твердо решил, что когда он будет руководить производством, такой системы при нем никогда не будет.
- Не часто приходится встречать начальников производства с таким пониманием.
- Да, понимание приходит только в результате опыта. У нас он тоже начинал оператором на линии, а директор, как Вы знаете, еще не так давно был начальником производства. Считаю, что в производственной системе руководители должны быть из производства, чтобы понимать все нюансы и пользоваться уважением и авторитетом среди рабочих, говорить с ними на одном языке – это очень важно, без этого они не смогут быть лидерами.
- Расскажите, каким образом после выявления небезопасных состояний осуществляется работа с ними, как устраняются выявленные проблемы и какая существует система эскалации проблем?
- Для этого у нас существует процесс решения проблем, который встроен в систему Daily Management (Ежедневное управление) и систему регулярных производственных совещаний. В производстве у нас установлены стенды визуализации, на которые вынесены показатели KPI участков, и доски решения проблем. Оценка показателей и отклонений проводится ежедневно, результаты заносятся на стенды. На доски рабочие записывают обнаруженные небезопасные состояния. Анализ результатов и небезопасных состояний осуществляется на совещаниях различного уровня:
- Уровень 1. Мастер и операторы линий (ежедневно)– обсуждение результатов смены, выявленных небезопасных состояний и планируемых действий по их решению.
- Уровень 2. Начальник производства, мастера, функциональные руководители (качество, склад, технологи) – ежедневное обсуждение результатов производства за предыдущий день и небезопасных состояний, не решенных на уровне 1
- Уровень 3. Функциональные руководители и директор завода – периодическое (неделя-месяц) рассмотрение результатов завода и проблем, перешедших с уровня 2.
- Уровень 4. Директор завода и менеджмент компании – периодическое (квартал-год) обсуждение результатов завода согласно карты KPI и проблем, которые не могли быть решены на уровне завода.
Существуют определённые правила эскалации проблем: Если на 1 уровне проблема не была решена в течение суток, она переходит на уровень 2, где определяются мероприятия по ее решению, обозначаются сроки их выполнения и ответственные - все заносятся на доску решения проблем 2 уровня. По истечении срока выполнения анализируется результат на аналогичном совещании, и если проблема не решена, назначается другой срок. После двух переносов срока, происходит эскалация проблемы на уровень 3.
Собственно, процесс решения проблем вместе с процессом «Есть идея!» составляют основу процесса постоянного улучшения деятельности.
- Да, и в его основе все также простые рабочие. Они могут инициировать любые проблемы или есть какие-то ограничения? Как бы вы оцениваете результативность этого процесса, скажем, за последний год – работает это реально или нет?
- Есть одно ограничение: все проблемы должны так или иначе относиться к нашим 6-ти направлениями. Но это ограничение очень условно – практически любая проблема может быть классифицирована под одно из направлений. Например, неработающий чайник – это или безопасность труда, если он технически неисправен, или негативное влияние на рабочую атмосферу, если он совсем не работает.
Что касается второй части вопроса – считаю, что этот процесс работает неплохо, мы практически ежедневно фиксируем выявляемые небезопасные состояния (количество отслеживается ежедневно при помощи KPI). Если в какой-то из дней мы отмечаем 0 – это определенный сигнал для нас, о том, что что-то идет не так. Нам удалось главное – создать атмосферу доверия. «Сказал-сделал!» - этот принцип, на котором основано функционирование процесса. Он повышает степень ответственности и вовлеченности как для рабочих, так и для руководителей. Рабочие знают, что любая, обозначенная ими проблема, гарантированно будет решаться, и дойдет до уровня директора или менеджмента компании, если ее не получится решить на уровне цеха/ завода – никто не вправе ее удалить. А руководители понимают, что если они не будут решать проблемы, с них будут спрашивать на верхнем уровне, а сами они потеряют уважение и авторитет в глазах подчиненных.
- Сталкивались ли вы с сопротивлением на уровне менеджеров среднего и высшего звена? Многие предприятия отмечают, что основное сопротивление происходит не от рабочих, а от руководителей.
- Нет, к счастью, такой проблемы у нас не было. Думаю это связано с несколькими причинами. Во-первых, производственная система выстраивалась не как набор разрозненных инструментов, а как инструмент, способствующий достижению целей, в чем непосредственно заинтересованы руководители. Во-вторых, наша система продвижения руководителей обеспечивает, что руководящие позиции занимают сотрудники, которые уже «впитали» в себя необходимые корпоративные ценности и культуры. Ну, и в-третьих, мы постоянно обучаем сотрудников – и руководителей и рабочих, разъясняя им пользу и преимущества тех или иных изменений. Считаю, что обучение является очень важным фактором в развитии производственной системы. Сопротивление в большинстве случаев исходит от страха – страх перед неизвестностью перемен, боязнь оказаться некомпетентным и невостребованным в новых условиях, потерять авторитет в глазах подчиненных. Страх является следствием того, что люди не знают, что ждет их в новых условиях, не обладают еще необходимыми знаниями и навыками для осуществления предстоящих изменений. Это можно преодолеть только обучением.
- Ваше предприятие проделало огромную работу за последние 3 года, прошло значительный путь в направлении бережливого производства. Что бы Вы порекомендовали тем, кто только начинает? С чего лучше начать?
- Многие начинают с 5S, мы и сами начинали с этого. Но если бы все делать снова, я бы посоветовал начинать с выстраивания системы KPI и ежедневного управления (Daily management). На первом этапе важно заручиться доверием и поддержкой людей, вовлечь их в процесс. И когда сотрудники видят каждый день, что руководство решает выявленные ими проблемы, а не закрывает на них глаза (принцип: «сказал-сделал»), появляется то самое доверие, появляется вера в систему, как инструмент для того, чтобы сделать работу лучше.
- Какие ошибки были совершены на вашем пути? Что бы Вы сделали по-другому?
- Одна из ошибок - мы с самого начала не начали фиксировали состояние «до/после». Когда изменения и улучшения идут каждый день, их перестаешь замечать, они могут стать рутиной. Сейчас в рамках процесса «Есть Идея!» по каждой реализованной идеи у нас есть презентация с фотографиями «было/стало», но самых первых фото состояния, когда мы только начали процесс изменений, у нас не сохранилось. Приходят новые люди, и у них складывается ложное ощущение, что так было всегда, и система работает сама по себе, им не с чем сравнить.
- Как поддерживать достигнутый уровень, не допустив отката назад, есть ли какие-то секреты?
- Особых секретов нет. Мы пользуемся общими принципами инструмента 5S – пятый шаг «Совершенствование». Это заключается в том, что мы каждый раз ставим более амбициозные KPI в сравнении с достигнутым уровнем, на регулярной основе проводим аудиты и самооценку нашей производственной системы – у нас разработаны подробные чек-листы, мы отслеживаем в качестве KPI значение средней оценки по результатам аудитов на производстве и в офисах, обучаем людей по результатам проведения оценки и анализа производственных показателей. С прошлого года у нас введена система OPL – One Point Lesson (Урок одной темы), где мы обучаем рабочих непосредственно на рабочих местах в течение короткого промежутка времени тому, как лучше выполнять ту или иную операцию, распространяем лучшие практики. Результаты обучения фиксируются тезисно на одной странице с фотографиями и картинками, и они доступны на рабочем месте в любое время в специальной файле, чтобы рабочий мог в дальнейшем при необходимости освежить свои знания.
- Евгений, огромное Вам спасибо за Ваши искренние и столь содержательные ответы. Ваше предприятие на самом деле является носителем ценных знаний и опыта. Делитесь ли Вы информацией с другими предприятиями в рамках каких-либо конференций? Можно ли попасть к вам на референс-визит?
- К сожалению, мы мало где участвуем и публикуемся - заняты производственной деятельностью. Что касается визитов, мы периодически проводим дни открытых дверей, день семьи, в ходе которых проводим экскурсии по производству. Естественно из-за ситуации с коронавирусом, сейчас все визиты ограничены и об их возобновлении можно будет говорить только после улучшения эпид. ситуации.
И Вам, Александр, так же спасибо за высокую оценку результатов нашей работы.