Аргонодуговая сварка нержавеющей стали. Основные особенности сварки изделий из нержавеющих металлов.
Нержавеющая сталь – это сплав двух металлов Cr (хрома) и Ni (никеля). Из-за добавления лигатуры, полученный сплав металла имеет хорошую стойкость к коррозии, а также имеет ряд других преимуществ. Есть и недостаток такого материала – сложность сварки нержавейки.
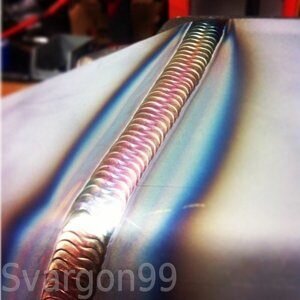
Для того, чтобы достичь идеального шва и качественной сварки нержавеющих изделий, необходимо соблюдать технологию аргонодуговой сварки. На сегодняшний день известно много способов сварки нержавеющего металла, но мы рассмотрим два основных способа - tig сварка и сварка полуавтоматом в аргоновой среде.
Аргон – это газ, применяющий при сварке нержавеющих металлов в режиме полуавтомата и TIG режиме. Основной особенностью такого газа как аргон, является обеспечение среды сварки для наилучшего шва и крепления сварного шва нержавеющей стали. Оба эти способа способны придать шву идеальные очертания и качественную сборку перил из нержавеющей стали.
Содержание
Плюсы и минусы сварки нержавеющих изделий аргоном
Нержавейка – особый металл, поэтому при ее сварке приходится сталкиваться с трудностями. Например, нержавейку нельзя перегревать, это может привести к образованию сплава с повышенной температурой плавления, что приведет к дальнейшим трудностям при обработке, зачистке металла. Последующая обработка металла необходима для того, чтобы изделия из нержавеющей стали (перила, поручни или ограждения) имели красивый внешний вид. Это не единственный случай предосторожности, например, если перегреть металл больше чем на 500 градусов, то нержавейка вовсе потеряет свои свойства и стойкость к коррозии. Если снизить силу тока, подаваемую при сварке нержавеющих металлов, на 1/5 часть, то вполне можно этого избежать.
Многие сварщики сталкиваются еще с одной сложностью при сварке нержавеющих металлов – высокие значения коэффициентов линейного расширения. Это может привести к трещинам на швах, поэтому обязательно нужно соблюдать выдержку зазоров, эту информацию можно узнать в выдержках из ГОСТа.

Еще одна особенность изготовления изделий из нержавеющей стали – высокое электрическое сопротивление при сварке двух деталей. Высокий уровень сопротивления может привести к перегреву не только самой детали, но и самого припоя (сварного шва). Если вы все-таки остановились на таком типе сварки, как аргонодуговая, то следует внимательно следить за:
- температурой плавкости металла;
- температурой самого припоя и сварного шва;
- зазорами швов;
- силой тока.
Что такое сварка швов и что она из себя представляет?
Сварка - это процесс изменения конструкции, формы металла, под влиянием высоких температур. Для сварки, как известно, используется сварочный аппарат. В этой статье будет кратко, но информативно рассказано о сварке швов.
Сварка швов представляет собой процесс сварки, при котором перекрытие в 1-1,5 раза превышает толщину листа, что приводит к толщине сварного соединения от 1,2 до 1,5 мм толщины одиночного листа. для этого используются электроды с плоскими передними наконечником и в два раза шире чем используемые для стандартной сварки швов. Давление увеличивается приблизительно в 300 раз от нормального давления.
Основные этапы сварки швов.
По сравнению с обычной сваркой шва ток уменьшается, чтобы избежать чрезмерного плавления; однако требуется непрерывный поток тока.
Для работы на электродах требуется значительная точность, чтобы сохранить толщину и ширину сварного шва в заданных пределах конструкции соединения. Зажимы или ролики могут использоваться для сдерживания движения в боковом направлении, и предварительная сварка лазером может быть выполнена для обеспечения правильного выравнивания во время сварки.
Сварка швов используется в основном для производства бочек, пищевых контейнеров, холодильных кабин и отечественного оборудования из мягкой стали, где требуются прямые промывочные сварные швы с хорошим внешним видом. Обычно используются для сварки швов низкоуглеродистая сталь и нержавеющая сталь. Металлы с узким температурным диапазоном не могут быть сварены швами.
Подготовка материала – нержавеющей стали
Любая сварка, будь то аргоновая или любая другая, подразумевает подготовку двух нержавеющих деталей к их сварке. Для подготовки нержавеющей стали к сварке, необходимо выполнить следующие действия:
- Зачистить – зачистка самый долгий и нудный процесс в изготовлении изделий из нержавейки;
- Обезжиривание – необходимо обезжирить участок сварки специальным растворителем;
- Подогрев – если изделие из тонкого металла, то его необходимо изначально подогреть горелкой примерно до 300 градусов, это позволит снизить вероятность образования трещин на сварном шве;
- Зазоры – последний и самый важный пункт, это выставление зазоров.
Не стоит забывать про подготовку не только самого свариваемого элемента, но и самого припоя, необходимо выбирать согласно толщине металла. Также не забудьте про костюм сварщика – обязательно нужно предотвратить повреждения работника от ожогов. По поводу настройки самого сварочного аппарата, мы поговорим дальше.
Особенности технологии TIG сварки
Основной особенностью TIG сварки – является технология сварки вольфрамовым неплавящимся электродом. Проводить работу можно, как и при постоянном токе, так и при переменном. Основная составляющая такого типа сварки – это горелка. Внутри горелки закреплен специальный стержень и сопло, которые и подают защитный газ аргон. Припой подносится к месту образования дуги вручную. Все действия по движению горелки и припоя контролируются строго сварщиком, поэтому и сварщики, которые умеют варить аргоном очень ценятся. Отличительной особенностью при формировании сварного шва, является тот факт, что шов образуется поперечный, в других видах сварки такого нет.
Отличительной особенностью TIG сварки является – вольфрамовый электрод. Такой неплавящийся электрод необходим для формирования дуги, однако касаться им металла нельзя.
Разберем основные принципы и настройки сварочного аппарата, для лучшего понимания TIG сварки, на примере сварки двух нержавеющих пластин, толщиной примерно 1 мм.
- Припой – необходимо выбрать правильный припой, он должен иметь больше примесей, чем пластины.
- Ток – выставляем тока прямой полярности.
- Сила тока – должна быть от 30 А до 50 А, напряжение не более 28 В, средняя скорость сварки 20 см/мин.
- Толщина припоя - от 0,8 мм до 1,6 мм.
Если следовать всем вышеперечисленным инструкциям, то можно получить желаемый результат – сварка двух нержавеющих пластин, с качественным швом. Если вы все же хотите просто научиться, то лучше взять пластины толщиной 4-5 мм.
Особенности сварки полуавтоматом в среде аргона
Выше описанный способ подходит для сварки нержавеющих изделий в промышленных масштабах, но единственный минус – это скорость выполнения работы. А скорость работы не всегда устраивает заказчик, например, изделия из нержавеющей стали, которые варят сварщики - перила и ограждения, скорость работы сварки напрямую зависит от дохода компании, и простои никому не нужны. Все хотят видеть быстро и качественно. Поэтому в данном случае, сварка полуавтоматов в аргоновой среде, будет превосходить ТИГ сварку. Сварка полуавтоматом позволит выполнить такой же красивый шов, но намного быстрее. Можно выделить еще одно преимущество сварки полуавтоматом – возможность работы с более толстыми металлами.
Сварка полуавтоматом предусматривает ряд особенностей. Например, электрод должен иметь примесь никеля, как и сама нержавеющая сталь. Можно выбрать и обычный материал для припоя, но качества шва может пострадать. Электрод с примесью никеля, быстрее плавиться, про это тоже не стоит забывать.
При полуавтоматической сварке, также используется газ – аргон. Среднее значения расхода газа установим на уровне – от 6 до 12 л/мин. Если сравнивать с ТИ сваркой, то в полуавтоматической можно использовать не чистый аргон, а с примесью. Например, некоторые сварщики используют до 30% примеси углекислоты.
Если внешний вид изделия не особо важен, то за счет примеси углекислоты, можно значительно уменьшить стоимость работ.
Технология сварки изделий из нержавеющей стали полуавтоматом в среде аргона имеет 2 вида:
- Использование в работе короткой дуги;
- Использование при сварке двух металлов импульсного режима.
Наиболее частный метод, который используют при сварке двух элементов, например при изготовлении перил и поручней для входной группы – импульсный метод. Он может гарантировать качественное выполнение производимых работ. Но все же метод короткой дуги тоже применяется, он обеспечивает минимальный риск прожига самой детали, что несет за собой минимальный риск порчи нержавеющих труб и убытков компании.
Заключение
В заключении можно сказать, что мы рассмотрели основные способы и технологии сварки нержавеющих металлов. При грамотном подходе и выборе типов аргоновой сварки, можно достичь желаемого результата при минимальных затратах и расходах.
Процесс соединения различных видов металлов путем установления связи между атомами называется сваркой. С помощью такого процесса можно соединить не только один вид металла, но и разные, а также многосоставные сплавы. На практике именно сварочные работы позволяют создать огромное количество изделий и решить любые поставленные задачи, поэтому сварка получила широкое распространение.
Сварка используется в строительстве, при прокладывании коммуникаций, в промышленности, на производстве и в машиностроении. Поставленная задача прямым образом оказывает влияние на выбор типа сварочного процесса.
Практически любые виды сварки могут быть осуществлены прямо на объекте. Это позволяет использовать один вид оборудования, не нуждаясь в дополнительных вспомогательных элементах. Некоторые классификации включают в себя более 30 различных видов сварки. Быть специалистом во всех областях невозможно, поэтому при поиске сварщика нужно учитывать его спецификацию.
Преимущества профессиональных сварочных работ:
- решение любых поставленных задач;
- экономное использование материала, более легкий вес изделия; соединение без брака;
- возможность создания даже самых мелких элементов и деталей;
- полная замена ковки и литья, более низкая стоимость изделий, прочность и надежность.
Сварка – технологический процесс, который позволяет соединить не только металл, но и другие твердые материалы. В связи с этим область применения таких работ становится все шире. Сварка дает возможность получить неразъемное соединение, которое будет надежно служить в течение долгого времени.
При выборе компании необходимо сравнить цены и предлагаемые услуги. Предварительно можно отправить эскиз изделия и узнать стоимость работ в разных местах. Прочитайте отзывы, продумайте транспортировку изделия. Компании, которые предоставляют услуги сварки металла, часто предлагают также ремонт и продажу газосварочного оборудования. Каждая услуга имеет свою стоимость, которая зависит от используемого оборудования и сложности проводимых работ.