В борьбе за эффективность компании часто сталкиваются с десятками проблем одновременно: дефекты, простои, перепроизводство, избыток запасов. Традиционный подход — «бросать силы на все фронты» — приводит лишь к рассеиванию ресурсов и нулевым результатам. В отличие от него, философия Бережливого производства предлагает системную методологию: решать проблемы последовательно, «одну за одной».
Это не просто совет сфокусироваться, а краеугольный камень непрерывного улучшения (Кайдзен), имеющий глубокое системное обоснование.
Почему «одна за одной»?
В основе Lean лежит уважение к людям и стремление к идеальному потоку создания ценности. Попытка решить все проблемы сразу приводит к:
- Поверхностным решениям («заплаткам»). Команда не успевает докопаться до коренной причины каждой проблемы.
- Дезориентации персонала. Рабочие и мастера получают противоречивые команды и не понимают, на чем сосредоточиться.
- Отсутствию системных изменений. Вместо того чтобы изменить процесс, мы боремся с симптомами, и проблемы возвращаются вновь.
Методология «одна за одной» направлена на формирование культуры глубокого анализа и устойчивых решений. Она учит команду не «тушить пожары», а последовательно устранять причины возгорания.
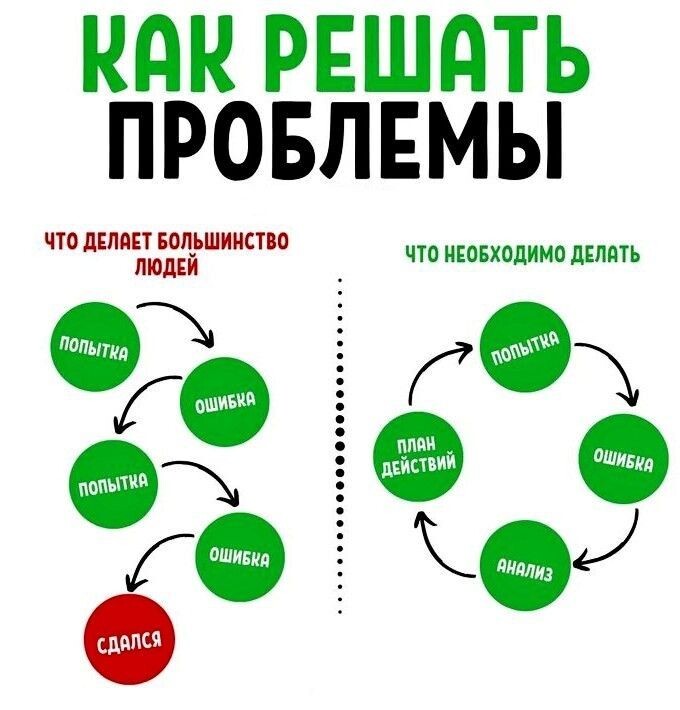
Механика метода: Цикл PDCA
На практике метод реализуется через непрерывный цикл Plan-Do-Check-Act (PDCA), применяемый к одной, приоритетной проблеме.
ШАГ 1: ВИЗУАЛИЗАЦИЯ И ВЫБОР ПРИОРИТЕТНОЙ ПРОБЛЕМЫ
- Визуализация: Все проблемы становятся видимыми с помощью инструментов Бережливого производства: доска Андон, карты потока создания ценности, диаграмма Парето, диаграмма Ишикавы.
- Выбор: Приоритет выбирается не интуитивно, а на основе данных. Критерии:
Влияние на клиента: Какая проблема создает наибольшее количество брака или срывов сроков исполнения заказов?
Влияние на поток: Какая проблема вызывает самые длительные простои или «узкие места»?
Частота возникновения: Какая проблема повторяется чаще всего?
Выбирается ОДНА проблема, которая становится фокусом для всей команды на ближайший цикл улучшений.
ШАГ 2: ГЛУБОКИЙ АНАЛИЗ (PLAN)
Вся энергия команды концентрируется на глубоком исследовании и анализе выбранной проблемы. Используются инструменты:
- Метод «5 почему»: Обязательный инструмент для поиска коренной причины. Позволяет не останавливаться на поверхностных объяснениях.
Проблема: Деталь бракуется на станке.
Почему? — Неверный размер.
Почему? — Ослабла фиксация заготовки.
Почему? — Износился зажимной механизм.
Почему? — Отсутствовал график планового ТО осмотра механизма.
Почему? (Коренная причина)! — В стандарте работы не был прописан пункт о регулярном ТО зажимного устройства. - Диаграмма Ишикавы («рыбья кость»): Помогает систематизировать все потенциальные причины по категориям (Человек, Метод, Машина, Материал, Измерение, Среда).
ШАГ 3: РЕАЛИЗАЦИЯ И ПРОВЕРКА (DO & CHECK)
- Do (Делай): Разрабатывается и внедряется точечное контрмероприятие, направленное именно на коренную причину. Например, вносится изменение в стандартную рабочую инструкцию, добавляется пункт о ТО.
- Check (Проверяй): Результат контрмеры отслеживается в режиме реального времени. Собираются данные: снизилось ли количество брака? Увеличилась ли производительность? Используются контрольные карты.
ШАГ 4: СТАНДАРТИЗАЦИЯ И ПЕРЕХОД (ACT)
- Act (Воздействуй): Если решение подтвердило свою эффективность, оно стандартизируется. Новый метод работы (например, обновленная инструкция с ТО) закрепляется для всех смен и становится новым стандартом.
- Переход к следующей проблеме: Только после того, как решение стандартизировано и процесс стабилизировался, команда возвращается к Шагу 1. С доски визуализации стирается решенная проблема, и выбирается следующая по приоритету.
Ключевые преимущества для бизнеса
- Формирование культуры решения проблем. Персонал учится не винить людей, а искать изъяны в процессе. Каждый успешно решенный кейс укрепляет веру команды в метод.
- Накопительный эффект и устойчивость улучшений. Каждое стандартизированное решение — это кирпичик в фундаменте надежной производственной системы. Решения не «откатываются», а становятся новой нормой.
- Развитие команды. Участвуя в полном цикле PDCA для одной проблемы, сотрудники глубже понимают процесс, осваивают аналитические инструменты и начинают вносить более осмысленные предложения по улучшению.
- Снижение хаоса. Производство становится более предсказуемым и управляемым, так как основные «узкие места» последовательно идентифицируются и устраняются.
Заключение
Методология «одна за одной» в Бережливом производстве — это дисциплина. Это путь от хаотичного «пожаротушения» к планомерному созданию идеального потока, где каждая решенная проблема делает систему чуть более устойчивой, эффективной и способной к самообучению.
Начните с одной проблемы. Доберитесь до ее корня, стандартизируйте решение и закрепите успех. Затем переходите к следующей. Именно так, шаг за шагом, и строится культура непрерывного улучшения.
Если вы хотите внедрить систему решения проблем "одна за одной" в практику вашего бизнеса, я готов помочь, мои контакты в шапке профиля.