На качество сварки влияют множество факторов. Когда вы варите шов, свою роль играют: силы тока, скорости движения электрода, типа покрытия и, конечно, угла наклона электрода. Этот параметр напрямую влияет на глубину провара, форму шва и даже на количество брызг металла. В данной статье мы хотим разобраться – что это за угол и почему же он так важен?
Начнем с того, что такое угол электрода?
Это угол между осью электрода и поверхностью свариваемого металла.
Он может быть:
- прямым (90°) – электрод расположен перпендикулярно к детали;
- наклонным (обычно 30-80°) – электрод наклонен вперед или назад относительно направления сварки.
В зависимости от направления наклона различают два основных варианта:
1. Угол наклона вперед (сварка «углом вперед»).
- Электрод наклонен в сторону движения (примерно 30-60°).
- Тепло концентрируется ближе к передней части сварочной ванны.
- Подходит для тонкого металла, так как дает меньший прогрев и снижает риск прожога.
2. Угол наклона назад (сварка «углом назад»).
- Электрод наклонен в сторону, противоположную движению (обычно 45-80°).
- Тепло глубже проникает в металл, улучшая провар.
- Используется для толстых заготовок и корневых швов.
После данной информации, давайте разберемся и ответим на главный вопрос – почему же угол наклона так важен?
1. Влияет на глубину провара.
- Наклон назад увеличивает глубину проплавления, так как дуга сильнее «вдавливается» в металл.
- Наклон вперед наоборот, уменьшает провар, что полезно при работе с тонкими листами.
2. Определяет форму шва.
- При сварке «углом назад» шов получается более выпуклым и узким.
- «Угол вперед» дает широкий и плоский шов.
3. Контроль разбрызгивания металла.
- Оптимальный угол снижает количество брызг.
- Слишком большой наклон может увеличить разбрызгивание.
4. Скорость сварки.
- При наклоне вперед можно вести электрод быстрее, так как тепло меньше концентрируется в одной зоне.
Как же правильно выбрать угол?
Мы подготовили для вас табличку для удобства.
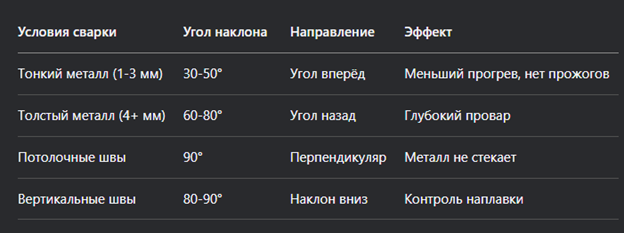
Совет: для удобства запомните – чем тоньше металл, тем больше наклон вперед.
Какой вывод можно сделать?
Угол наклона электрода – это не просто техническая деталь, а ключевой параметр, влияющий на качество сварки.
Правильный выбор электрода позволяет:
1. Контролировать тепловложение и предотвращать дефекты.
- При сварке тонких металлов (1-3 мм) наклон электрода вперед (30-50°) уменьшает концентрацию тепла, снижая риск прожогов и деформаций.
- Для толстых заготовок (от 4 мм) угол назад (60-80°) обеспечивает глубокий провар, улучшая прочность соединения.
2. Оптимизировать форму и геометрию шва.
- Угол вперед позволяет сделать широкий и плоский шов, подходящий для нахлесточных и угловых соединений.
- Угол назад формирует узкий, выпуклый шов с усиленным проплавлением – идеально для стыковых швов и корневых проходов.
3. Минимизировать разбрызгивание и улучшить стабильность дуги.
- Оптимальный угол (обычно 45-70°) снижает количество брызг и улучшает контроль над сварочной ванной.
- Резкие отклонения (например, <30° или >80°) могут привести к неравномерному проплаву и увеличению потерь металла.
4. Адаптироваться к сложным положениям.
- Вертикальные и потолочные швы требуют почти перпендикулярного положения электрода (80-90°), чтобы предотвратить стекание расплава.
- В горизонтальных швах небольшой наклон назад (10-15°) помогает удерживать ванну от вытекания.
5. Повысить эффективность работы.
- Правильный угол ускоряет процесс: например, наклон вперед позволяет вести электрод быстрее без потери качества.
- Ошибки в выборе угла приводят к перерасходу электродов, необходимости зачистки швов и даже к повторной сварке.
Чего стоит придерживаться?
- Начинающим: тренироваться на пробных заготовках, меняя угол от 30° до 90°, чтобы «прочувствовать» разницу в поведении дуги и формировании шва.
- При сварке труб и сложных конструкций комбинируйте углы: например, корневой шов – «углом назад», а облицовочный – «углом вперед».
- Используйте таблицы и шаблоны (как приведенная выше) для быстрого подбора параметров под конкретный материал и тип соединения.
В заключении, хотелось бы сказать, что освоение техники выбора угла наклона электрода – это в первую очередь, навык, приобретающийся на практике. Именно он влияет на результат. Даже при идеальных настройках тока и правильно подобранных электродах, угол может все испортить. Тем не менее с опытом это параметр устанавливается уже автоматически, что будет значительно влиять на качество и скорость работы.
Наш сайт - https://ptpz.ru/