В Cura есть множество настроек, которые ориентированы конкретно на определенные области вашей 3D-печати. Они включают, помимо прочего, настройки скорости, поддержки и потока. С помощью этих настроек вы сможете настроить свой слайсер таким образом, чтобы получить наилучший результат печати.
В стремлении к получению качественного отпечатка важно правильно уложить первый слой, поскольку это значительно снижает вероятность ошибок при нанесении последующих слоев. Если у вас возникли проблемы с первым слоем, они, скорее всего, повлияют на остальную часть отпечатка.
В этой статье мы рассмотрим настройки Cura для начального слоя. Мы рассмотрим основы создания первого слоя и дадим вам несколько рекомендаций о том, с каких значений следует начинать для каждого из параметров начального слоя. Давайте начнем!
#
3DMART студия - услуги 3D печати, изготовление запасных частей, заказ образцов, 3D моделирование, разработка корпусов РЭА, 3D формы, технологическая оснастка и приспособления.
#
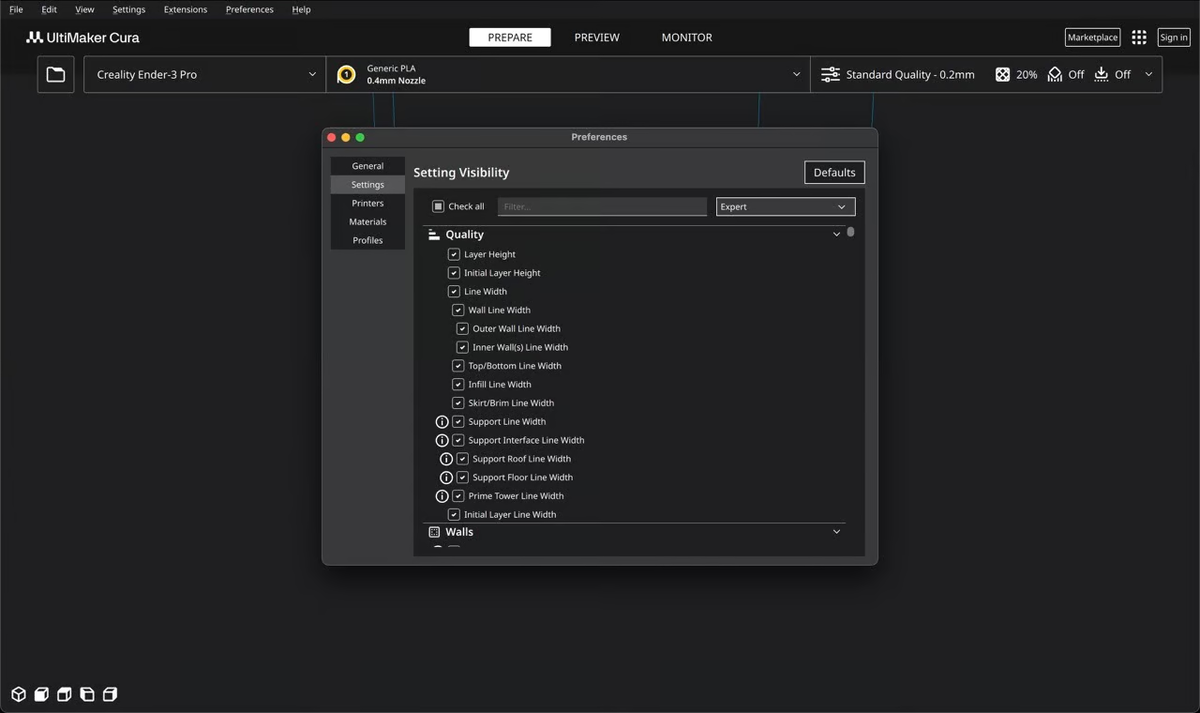
UltiMaker Cura: Множество функций
Первый слой при 3D-печати формирует основу всей вашей модели и помогает гарантировать, что модель будет надежно закреплена на поверхности принтера. Основная функция первого слоя заключается в правильном прилегании к поверхности сборки. Если первый слой вашей модели плохо прилегает к столу, то остальная часть отпечатка, скорее всего, получится не очень хорошо.
В UltiMaker Cura предусмотрено более 50 различных настроек, которые относятся к исходному слою, регулируя адгезию , опоры и скорость вращения вентилятора, вплоть до толщины отдельных линий стенок. Каждая настройка будет иметь различное оптимальное значение в зависимости от модели 3D-принтера и материала.
Например, 3D-принтеру с латунной насадкой и без подогрева подложки потребуется более низкая скорость печати и меньшее охлаждение по сравнению с принтером, оснащенным стальным соплом и столом с подогревом. Также важно отметить, что эти настройки следует использовать в сочетании с другими для обеспечения качества первого слоя, например, при выборе правильной температуры.
Высота и ширина
Эти две настройки определяют “мягкость” начального слоя. Обе настройки одинаково важны, когда речь идет о получении хорошего первого слоя.
Высота начального слоя определяет, насколько хорошо он будет прилегать к основанию. Меньшее значение может привести к улучшению адгезии, но также может привести к тому, что слой станет слишком сплющенным. В результате он может оказаться недостаточно прочным для последующего нанесения остальной части отпечатка. Это приводит к появлению так называемой слоновьей стопы. Это также может привести к засорению сопла, если слой не выровнен должным образом.
Наличие немного большего значения, чем у остальной части отпечатка, может обеспечить лучшую адгезию и помочь сохранить заданные размеры отпечатка. Более высокая начальная высота слоя также может обеспечить сглаживание любых неровностей при выравнивании слоя и снизить вероятность повреждения монтажной пластины в виде царапин.
Для разных материалов также может потребоваться, чтобы сопло находилось на разном расстоянии от слоя. В некоторых принтерах это учитывается при автоматическом выравнивании по Z, но в противном случае для таких филаментов, как PETG, может потребоваться небольшое увеличение начальной высоты слоя, чтобы предотвратить прилипание сопла к довольно липкому пластику.
Начальная ширина слоя также важна, поскольку она определяет, сколько материала будет вытекать из сопла для нанесения первого слоя. Чем больше начальная ширина слоя, тем больше материала будет вытекать из сопла, что способствует равномерному прилипанию материала к основанию. Таким образом, все линии начального слоя должны очень хорошо прилегать друг к другу.
Противодействие слоновьей ноге
UltiMaker Cura добавила новые функции, помогающие бороться с мешающими отпечаткам следами от слоновьих ног. Уменьшив значения параметров "Начальный расход слоя по внешней стенке", "Начальный расход слоя по внутренней стенке" и "Начальный расход слоя по дну", можно уменьшить выпуклость слоновьей ноги.
Резюме
Начальная высота слоя: вы можете оставить ее на уровне 45-75% от диаметра сопла вашего принтера, принимая во внимание причины увеличения или уменьшения, рассмотренные ранее. (Для толщины слоя 0,2 мм оптимальным вариантом также является 0,2 мм).
Начальная ширина слоя: Для толщины слоя 0,2 мм на сопле диаметром 0,4 мм установите это значение равным 100% для ширины 0,3 мм и высоты 0,2 мм. Это базовая настройка по умолчанию для 3D-принтеров FDM.
Скорость
Скорость, с которой наносится слой, должна позволять экструдированному материалу как следует остыть, а также дать ему достаточно времени для нанесения на поверхность стола. Материал должен ложиться ровным слоем и хорошо прилипать к основанию. Если скорость установлена слишком высокой, то обе эти функции оказываются под угрозой, и вы также можете столкнуться с недостаточным выдавливанием.
Как и в случае с начальной высотой слоя, у разных филаментов могут быть различные диапазоны скоростей. Такие нити, как PLA и ABS, менее чувствительны к скорости и, следовательно, могут печататься гораздо быстрее, чем, например, PETG, которые, как правило, печатают плавно и с меньшей скоростью.
Скорость перемещения сопла в течение этого времени также имеет значение. Если в вашей модели несколько секций и соплу приходится часто перемещаться при нанесении первого слоя, скорость перемещения следует снижать. Это поможет сделать первый слой ровным, так как не будет резких рывков. В противном случае края некоторых секций могут легко оторваться от основания.
Резюме
Начальная скорость нанесения слоя: Она должна составлять 20-30 мм/с.
Скорость перемещения вне элементов заготовки: 80-100 мм/с при нанесении начального слоя, позволят достигнуть идеального баланса между скоростью и качеством.
Температура
Правильная температура для начального слоя имеет решающее значение для его успешного выполнения. Эти настройки зависят от сопла и слоя. Давайте рассмотрим их по порядку.
Температура начального слоя важна, поскольку она определяет, насколько хорошо пластик будет вытекать из сопла. Более высокая температура сопла означает, что нить расплавится в достаточной степени (пониженная вязкость позволяет ей лучше течь). С другой стороны, более низкая температура может привести к недостаточной экструзии первого слоя. Таким образом, немного более высокая температура обеспечивает плавную и равномерную подачу материала для первого слоя.
Начальная температура слоя определяет температуру слоя в течение первых нескольких слоев. Для PLA не требуется подогрев, поскольку он практически не реагирует на перепады температур. Однако для ABS и PETG требуется подогрев слоя. Для ABS и PETG, конечно, также требуется более высокая температура сопел, чем для PLA.
Более высокая температура для первого слоя создает более теплую среду, поэтому материал не подвергается термическому воздействию. Это может улучшить качество первого слоя, а также избежать проблем с деформацией или скручиванием.
Например, при печати с использованием PLA хорошей начальной температурой может быть 210 °C на сопле и 60 °C на столе (хотя они могут варьироваться в пределах 180-220 °C и 20-60 °C соответственно). В этом случае предпочтительной может быть температура сопла для нанесения первого слоя в диапазоне 215-220 °C, а также температура стола в диапазоне 50-60 °C.
Резюме
Температура печати начального слоя: Лучше всего установить ее на 5-10 °C выше, чем для остальной части отпечатка.
Температура стола для первого слоя: В зависимости от материала и возможностей вашего принтера, вы можете поддерживать это значение в диапазоне от 50 °C до 110 °C.
Обдув и рисунок заполнения
При нанесении первого слоя необходимо убедиться, что он как следует остыл. Мы знаем, что более высокая температура печати способствует равномерному расходу материала. Но если мы внезапно охладим пластик с помощью вентилятора, это может привести к неравномерному охлаждению материала. В результате некоторые части первого слоя будут горячими, а некоторые - холодными. Итак, чтобы у первого слоя было достаточно времени для остывания и правильной укладки, при нанесении первого слоя вентиляторы должны быть выключены.
Cura также предоставляет возможность изменять рисунок начального слоя. Вы можете выбирать между линейным, концентрическим или зигзагообразным рисунком. Эта настройка изменяет ориентацию линий филамента на первом слое, что может незначительно повлиять на прочность детали и изменить внешний вид нижней поверхности 3D-отпечатка.
Резюме
Начальная скорость вращения вентилятора: Установите значение 0% для начального слоя, чтобы обеспечить максимальную адгезию к монтажной пластине.
Рисунок заполнения: линии, зигзагообразные или концентрические; обязательно выберите вариант, который лучше всего подходит для вашей 3D-печати.
Адгезия к монтажной плите
Известно, что такие волокна, как ABS и PETG, сложнее приклеивать к монтажной плите, чем PLA. К счастью, для улучшения адгезии первого слоя существуют следующие настройки, и каждая из них работает по-своему, помогая получить хороший первый слой:
Юбка - это периметр, который печатается соплом перед началом работы с моделью. Юбка не является частью модели, ее функция заключается в удержании модели и стабилизации подачи материала. Это помогает обеспечить равномерную подачу материала на протяжении всей печати.
Плоты подобны юбке, но они прилегают к модели. Это эффективно увеличивает площадь поверхности первого слоя. Это помогает добиться более плотного прилегания отпечатков с меньшей площадью поверхности к основанию.
По сути, плот - это слой под вашей моделью. Сначала с помощью сопла печатается плотик, а затем на нем печатается модель. Это может улучшить адгезию к деталям меньшего размера. Однако печать плотиков требует много времени и может привести к потере большого количества материала. Другими словами, вы должны использовать один из них только в случае необходимости.
Настройки первого слоя для опор
При таком количестве настроек для первого слоя объекта часто бывает легко пренебречь несколькими параметрами, доступными для первого слоя другой важной печатной детали как опора.
Cura предоставляет несколько настроек как для стандартных опор, так и для опор в виде дерева, чтобы улучшить адгезию и качество опор. В конце концов, если опора выходит из строя, 3D-печать не выполняется.
Минимальная площадь основания опоры: Этот параметр позволяет задать минимальную площадь “ствола” или основной ветви опоры дерева на монтажной панели. Большая минимальная площадь для этой основной ветви означает больший расход материала, а также более прочное дерево в целом.
Толщина опорного слоя: С помощью этой настройки вы можете указать, какой толщины должен быть пол под опорой из дерева, в мм. Установите значение "0", чтобы у основания опоры из дерева был полый пол.
Включить опорные края: при установке этого флажка будут созданы края как для стандартных, так и для деревянных опор, что повысит сцепление опоры с основанием. Ширину этого края можно задать с помощью измеренной ширины или количества линий в настройках Ширины опорных краев.
ПОДПИШИТЕСЬ - ВПЕРЕДИ БУДЕТ МНОГО ИНТЕРЕСНОГО!
ну и про лайки не забывайте !
еще статьи по теме:
Orca Slicer: Все, что вам нужно знать, чтобы начать работу
Паутина и PETG: 3 простых решения
Преобразование 2D изображения в 3D-модель: Как создать 3D-модель из фотографий
Бесплатные редакторы STL: Как редактировать и восстанавливать файлы STL
Быстрая жидкостная 3D печать: определяем будущее отраслей промышленности