Полное наименование опции станка
Комплект приспособлений для корректировки кинематической точности станка
Альтернативные названия опции (у разных поставщиков / производителей)
- Комплект калибровочной сферы
- Калибровочная сфера / Калибровочный шар
- Компенсатор погрешностей станка
- Компенсация систематических погрешностей станка
Описание
У многих станочных производителей заложена возможность проведения кинематической калибровки станка, с помощью которой систематическую погрешность при изготовлении деталей можно практически полностью устранить на какое-то время.
Классический пример - система 3DQuickSet от DMG MORI (буквальный перевод с английского – “3Д быстрая настройка”). Важно уточнить, что у других производителей данная опция может называться по-другому, например у OKUMA эта система называется CINETATIQ.
По своей сути, это комплект специализированных приспособлений для проверки и оперативной корректировки кинематической точности станка в 4/5-осевом исполнении, со специально разработанным математическим обеспечением для возможности такой компенсации.


С помощью такой опции легко возможно измерить и скомпенсировать геометрические отклонения осей вращения (наклон/поворот стола) с помощью сенсорного (контактного) датчика (например, Renishaw или Blum или Heidenhain) и специальной калибровочной сферы. Опция позволяет автоматически измерять геометрические допуски, которые могут привести к получению некачественных форм и автоматически отражает результат измерения в параметрах системы ЧПУ для последующей компенсации.
Ручное измерение с помощью тестовой оправки и/или планки или индикатора часового типа - занимает около 30 минут, а с приспособлением и математическим обеспечением типа 3D QuickSet - не более 10 минут, при этом операторы, как правило, могут работать с данной опцией без каких-либо специальных знаний в области программирования.
Предыстория разработки данной системы для применения на пятиосевых станках довольно проста: в отличие от 3-осевой обработки, при которой смещаются только линейные оси станка, для компенсации ошибок при 5-осевой обработке, требующей высокой точности, необходимо точно определить реальный центр наклонно-поворотного стола.
Применение и процесс использования
Наиболее востребована данная опция на 4-5 осевых станках. Без нее получить точные детали на выходе станка в долгосрочной перспективе будет крайне проблематично.
Работа по оперативной и автоматической калибровке осуществляется по специализированному циклу – весь процесс напоминает калибровку Координатно-Измерительной Машины и занимает, как правило, не более 10 минут:
- Операторы устанавливают калибровочное приспособление (сферу) на стол станка
- Подносят к сфере сенсорный щуп (например, Renishaw или Blum или Heidenhain – что есть в комплектации станка)
- Запускают программу измерения (калибровки), которая заранее подготовлена (циклы от производителя) – в данном случае измерения выполняется автоматически / или же проделывает вручную данные операции
- Далее, система измеряет положение шарика в пространстве
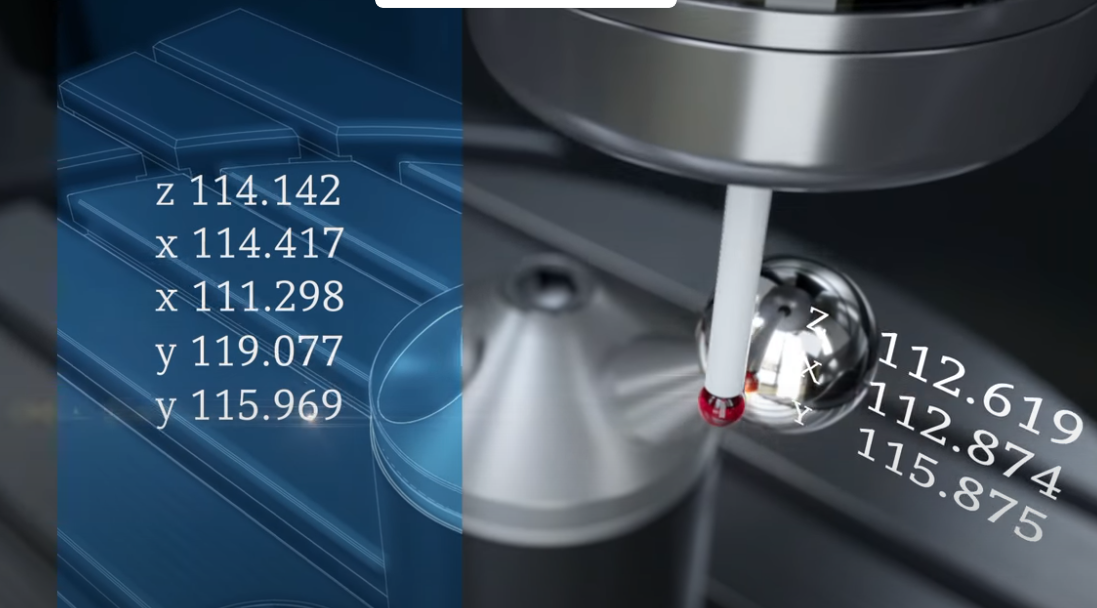
- Затем система определяет его реальный центр
- Затем по программе происходит поворот по оси С станка (поворот стола станка)
Опять система определяет положение шарика в пространстве и его реальный центр
- Затем по программе происходит поворот по оси А станка (наклон стола станка) с таким же определением центра сферы
Все эти измерения делаются в нескольких точках для повышения точности результатов, а сами результаты измерений автоматически отражаются в параметрах стойки ЧПУ для последующей корректировки (коррекция по соответствующим осям).
Поскольку выполняются автоматические измерения, вероятность возникновения ошибок снижается, и достигается высокая точность измерений.
Преимущества использования опции
Использование данной опции позволит вам скомпенсировать накопленные систематические погрешности точности позиционирования (по круговым осям в частности) и оперативно восстановить кинематическую точность оборудования для, например, высокоточной последующей обработки деталей (или ответственной детали или операции). При изготовлении ответственных и высокоточных деталей рекомендуется делать такую компенсацию 1 раз в смену или чаще.