Предварительная приемка станка на заводе-изготовителе – важнейший этап контракта, который важно выполнять максимально квалифицировано, чтобы потом не решать множество проблем, связанных с качеством поставленного металлообрабатывающего оборудования и не дорабатывать его в РФ или непосредственно у заказчика. Ведь после предварительной приемки станок все еще находится у производителя, а финальный платеж (как правило, это около 70% от цены контракта) – еще не заплачены. Т.е. когда производитель все еще сильно замотивирован решить все возникающие проблемы с его оборудованием.
В интернете можно много найти устаревших ГОСТ, каким образом оборудование можно проверять, но все они довольно подробные (много читать) и слишком теоретические. В статье рассмотрим конкретные и современные методы приемки оборудования с ЧПУ, которые подойдут для многих типов оборудования. Если станок принять у изготовителя по данной методике, то у вас будут хоть какие-то гарантии, что оборудование у вас проработает в долгосрочной перспективе, выполняя при этом поставленные вашим производством задачи.
Итак, поехали.
1. Подготовка к процедуре приемки.
Чтобы приемка прошла без сюрпризов, изготовитель/поставщик в обязательном порядке должен быть заранее проинформирован о скорой инспекции (не сочтите за труд несколько раз напомнить об этом / проинформировать в письменном виде не ранее, чем за 3 рабочих дня до предполагаемого дня приемки станка!!!) Делается это в первую очередь для того, чтобы все необходимые для процедуры приемки материалы и инструменты были заранее закуплены и готовы к использованию во время инспекции (например, заготовки и режущий / измерительный инструмент) и вы не тратили свое время на поиски в день приемки.
Приезжать на приемку рекомендуется к самому началу рабочего дня предприятия-изготовителя (8-9 утра) – т.к. возможны различные накладки, и чтобы все успеть до конца рабочего дня - лучше начинать пораньше.
Исполнитель (завод-изготовитель / продавец) обязуется предоставить в ходе приемки:
- Ответственного сотрудника (или сотрудников) для проведения процедуры приемки (на все время проведения приемки)
- Обеспечить наличие всех профильных специалистов для устранения проблем, которые могут возникнуть в ходе приемки оборудования на заводе-изготовителе
- Рабочее место в непосредственной близости с оборудованием для представителей заказчика (стол / стул / электричество)
- Обеспечить все необходимые приспособления (инструменты, оснастку, измерительные средства и т.д.) для успешного проведения процедуры приемки
2. Проверка комплектности поставки.
Проверяйте комплектность поставки согласно подписанному договору и/или соответствующей спецификации. Проверяйте наличие каждой опции в комплектации станка. Проставляем галочки.
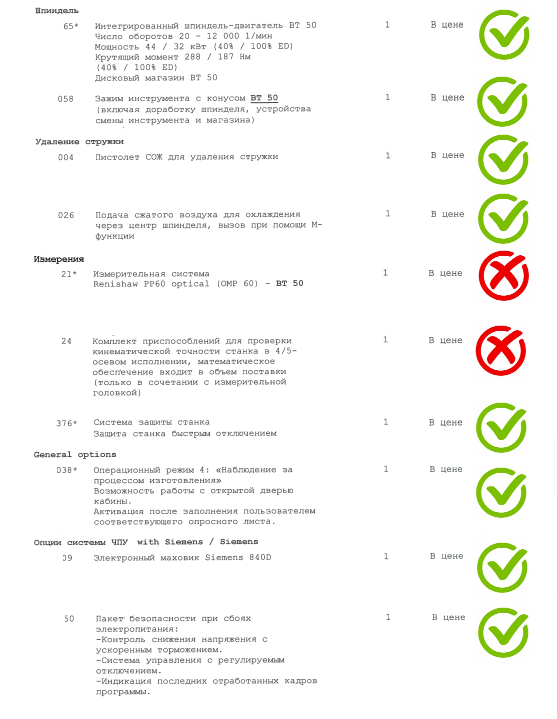
Отдельно внимание уделите следующим вопросам:
- Контроль наличия/отсутствия внешних повреждений, наличие всех предусмотренных конструкцией кожухов
- Наличие технической и (или) эксплуатационной / установочной / транспортировочной документации, документации по программированию
- Наличие транспортировочных приспособлений (траверсы, тросы и т.д.)
3. Функциональный тест оборудования.
Здесь проверяем заявленные характеристики оборудования (насколько это возможно), а также осуществляем визуальный осмотр, включая:
- Проверка перемещения всех осей станка (линейные оси X Y Z / круговые оси A B C)
- Проверка частоты вращения шпинделя ( / шпинделей)
- Проверка герметичности рабочей зоны (после работы станка с подачей СОЖ)
- Проверка смены инструмента (вкл. Время смены инструмента)
- Проверка работоспособности датчика измерения детали / инструмента
- Проверка устройства подачи СОЖ
- Проверка транспортера стружки
- Проверка герметичности кабины станка
- Проверка работы гидростанции
Вышеперечисленных опций может и не быть в составе оборудования, которое вы принимаете, но основная идея здесь – это проверка работоспособности ВСЕХ опций в составе поставки (согласно спецификации / приложению к договору).
4. Проверка и измерение точности позиционирования каждого станка.
Один из важнейших элементов приемки оборудования. Как альтернативный вариант - это ознакомление с результатами измерения точности позиционирования по ВСЕМ линейным и КРУГОВЫМ осям станка. Допустимы следующие стандарты: VDI3441 или ISO230-2 (самые популярные и корректные стандарты). В ходе данного теста – мы понимаем как точно позиционируется каждая ось станка (какая будет погрешность прихода каждой оси станка в заданную по программе точку). Чем меньше такая погрешность – тем оборудование точнее.
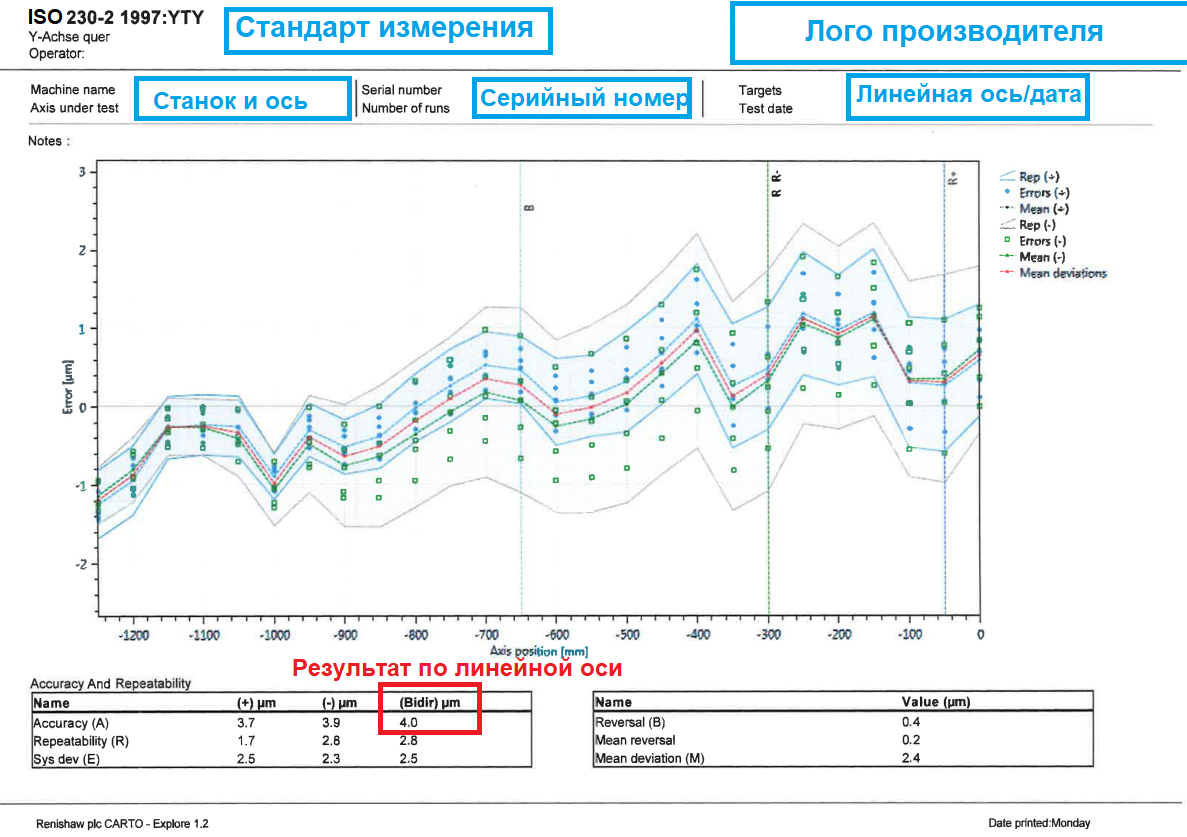
Дело в том, что проверить точность позиционирования каждой оси станка (особенно, если он 5 осевой) – дело не быстрое (от 20 минут на каждую ось) и здесь возможно допустить, что производитель самостоятельно предоставляет вам протокол с заранее измеренными значениями (например, в ходе приемки ОТК своего производства).
5. Тест на геометрическую точность станка.
Данный тест позволит нам понять, насколько правильно выставлены все узлы станка друг относительно друга и косвенно даст нам понимание о качестве изготовления деталей станка и его сборки (ссылка на нашу статью по геометрической точности станка, где мы подробно рассматриваем данный вопрос).
Для каждого станка должна быть разработана в соответствии с ГОСТ / ISO / VDI а также стандартами предприятия – соответствующая карта, по которой ведется проверка во время приемки оборудования и по которой ОТК производителя в обязательном порядке принимает оборудование после его изготовления (важный этап – контроль качества изготовления).
Проверка всех параметров данной карты также довольно длительная процедура (не менее 5 минут на каждый параметр), поэтому, как правило, выбирают 5-8 основных пунктов из всего списка и проверяют станок с производителем именно по ним. Но, если у вас достаточно времени – лучше, конечно, проверить все параметры! Безусловно, все они должны находиться в допуске, который был регламентирован соответствующими ГОСТами / ОСТами / Стандартами предприятия.
6. Проверка точности интерполяции станка с помощью специализированного прибора (например, Renishaw qc20-w ballbar).
Также крайне полезный тест после изготовления оборудования, который, по сути, объединяет в себе принципы измерения точности позиционирования станка и измерением его геометрической точности.
Основное предназначение - это испытания на точность интерполяции и выявления как статических, так и динамических неисправностей станков с ЧПУ при интерполяции контура (например, круга).
Измерение точности оборудования производится одновременным перемещением по 2-3-4 осям с дискретностью в 0.1 мкм. Поставляемое в комплекте ПО позволяет произвести анализ полученных результатов измерения круговой интерполяции и вычислить составные части общей величины отклонения от круглости, как то отклонение от перпендикулярности интерполируемых осей, люфты ШВП анализируемых осей, люфт в направляющих, реверсивные всплески при смены направления движения осей, рассогласование сервосистемы в контуре обратной связи по положению и некоторые другие физические величины неточности станков.
Таким образом, с помощью ПО можно выявить конкретные физические величины отклонения в точности при интерполяции по двум линейным осям и далее прикладывать усилия по устранению данной физической величины.
Например: возможно провести измерения интерполяции окружности в плоскости XZ, получить значения отклонения от круглости превышающей допуск, с помощью ПО можно определить, что основной вклад в отклонение от круглости вносит отклонение от перпендикулярности оси Х к оси Z, далее провести регулирование перпендикулярности оси Х к оси Z в соответствии с паспортом станка (см. предыдущий пункт), затем провести повторное измерение отклонения от круглости при круговой интерполяции и если полученное значения укладывается в паспортный допуск, то дать заключение о соответствии паспортной точности станка.
Далее - можно рассмотреть на конкретном примере, когда мы проверяли конкретный фрезерный станок с ЧПУ:
Далее, по полученным рекомендациям производитель должен устранить замечания системы и провести тест заново для достижения максимальных показателей.
7. Изготовление на каждой единице оборудования тестовой детали.
Деталь изготавливается в 3 / 4 / 5 осях = количеству осей станка - по чертежам производителя с указанием допусков формы. Важный и показательный пункт приемки оборудования – т.к. здесь на точность изготовления детали будет влиять и точность изготовления / качество зажимной оснастки и инструмента.
А вот и сама изготовленная тестовая деталь.
8. Измерение тестовой детали на высокоточной Координатно-Измерительной Машине (КИМ).
Измерения проводятся в обязательном порядке в термоконстантном помещении - для подтверждения параметров точности изготовления детали.
Далее перечислены основные требования к измерительной машине - качественной КИМ (Координатно-измерительная машина).
- Погрешность измерения длины: MPE по DIN EN ISO 10360-2 при 19—21 °С для E (мкм) – не хуже: 0,9 + L/350 мкм
- Погрешность касания MPE по DIN EN ISO 10360-2 для P (мкм) не хуже: 1,0 мкм
- Погрешность касания при сканировании MPE по DIN EN ISO 10360-4 для THP (мкм): 1,9 мкм, требуемое время измерения: не более 40 секунд
- Погрешность измерения формы MPE для некруглости RONt (MZCI) (мкм) – не хуже: 1,0 мкм
- Линейки: Стеклокерамика
- Разрешающая способность линеек – не менее 0,04 мкм
После получения данных с координатно-измерительной машины, необходимо их корректно интерпретировать:
9. Упаковка оборудования и контроль качества упаковки, а также специальных обозначений на упаковке для успешной транспортировки. Крайне рекомендуется присутствовать во время упаковки оборудования и контролировать ее качество для исключения попадания влаги в ходе последующей транспортировки.
Мы однозначно рекомендуем выбирать т.н. тип упаковки – МОРСКОЙ. Т.е. максимально надежная упаковка для транспортировки морем.
Обязательно проконтролируйте наклейку специальных транспортировочных наклеек. Подробнее о том каким образом лучше осуществлять транспортировку оборудования и подготовку к ней – мы уже писали здесь.
10. Подготовка и печать всех документов по приемке, которые были рассмотрены в ходе приемки оборудования для передачи заказчику.
11. Подписание Акта приемки КАЖДОЙ единицы оборудования.
После проведения всех испытаний подписывается финальный акт приемки для каждого станка, который включает в себя конкретные данные оборудования и проведенные испытания. Данный Акт подписывают обе стороны.
В случае, если предварительная приемка оборудования прошла успешно и подписаны необходимые акты, то после окончания такой инспекции (приемки оборудования / испытания) и упаковки станков, приемщик (заказчик) выдает поставщику разрешение на дальнейшую отгрузку оборудования в свой адрес.
В случае возникновения разногласий в заключениях между приемщиком и поставщиком относительно выполнения условий заказа (которые в обязательном порядке должны быть отражены в договоре поставки), или если поставщик/производитель откажется устранить обнаруженные приемщиком дефекты, которые были обнаружены в ходе приемки, то данные факты необходимо отразить в финальном Акте предварительной приемки. Это поможет перевести ваше взаимодействие в дальнейшую юридическую плоскость с вашей сильной позицией.
Отдельно рекомендую просить у производителя в дополнении к полному комплекту документов к станку еще и Сертификат происхождения станка, а также Сертификат качества станка. Далее рассмотрим типовую форму таких Сертификатов.
Как правило, 1 единицы оборудования согласно перечисленной методологии принять за 2 рабочих дня – это реальная задача (но только в том случае, если производитель готовился к данной приемке заранее, а не узнал о ней с утра в день приемки).
Мы профессионально проводим приемку любого металлообрабатывающего оборудования и не позволим производителю Вас обмануть (не выполнить условия договора или отгрузить оборудование низкого качества без соответствующих проверок). Просто напишите нам и сообщите какое оборудование вам необходимо принять и в какой стране / городе – мы рассчитаем стоимость услуг и сделаем вам предложение.