Почему для моделистов начинающих? Не потому, что так попроще или доступнее, а потому что моделисты со стажем, как правило, не склонны изменять привычные для них подходы в работе.
Вручную мало кто делает обычные рустерные решетки. Моделисты со стажем, имеющие в своем распоряжении хотя бы циркулярную пилу, чаще всего собирают решетки из гребенок собственного изготовления. Или, если есть такая возможность, делают их, фрезеруя трехмерную заготовку из массива древесины с последующим выборочным заполнением сформированных пазов рейками на клею. А начинающие моделисты обычно довольствуются заготовками из наборов для сборки деревянных моделей или приобретают их же в специализированных магазинах. Потребность в ручных способах изготовления возникает либо когда под рукой не оказывается фрез нужных размеров, либо если воспроизведение задуманной конструкции решетки станочными способами оказывается весьма затруднительно.
Оба упомянутых ранее приема изготовления решеток обеспечивают получение примерно одинакового по качеству результата. При этом возникает вопрос о возможности воспроизведения станочных приемов работы в режиме ручного изготовления. И практика показала, что это вполне реально. Один из технологических вариантов с ручным изготовлением решеток на основе создания подобия “трехмерной матрицы” был предложен вашему вниманию в предыдущей статье. При желании можно в инете найти множество материалов о ручных способах изготовления гребенок для последующей сборки решеток традиционного вида. Когда-то и мне довелось разработать и предложить несколько вариантов подобных технологий. Среди них были даже способы изготовления гребенок путем приклеивания отдельных гребней к рейкам основы. И эти приемы обеспечивали получение вполне приемлемых результатов для решеток с ячейками от 0,8 и до 0,5 мм.

Вне зависимости от способа изготовления гребенок их использование для получения рустерных решеток имеет один общий недостаток. Он заключается в отделении этапа изготовления отдельных конструктивных элементов (гребенок) от процесса получения конечного результата в виде готовой решетки. Именно этим обусловлены повышенные требования к точности изготовления отдельных деталей, поскольку при их последующей сборке приходится совмещать элементы гребенок во множестве плоскостей. При этом с уменьшением размера ячеек требования по точности исполнения только возрастают. И даже небольшие различия в положении гребней относительно друг друга неизбежно приводят к их повреждению и возникновению трудно устранимых дефектов в готовых изделиях. Поскольку при ручном изготовлении добиваться улучшения качества гребенок без усложнения технологического процесса затруднительно, попробовал вообще обойтись без их использования. Попытка оказалась удачной.
В предлагаемом способе решетка сразу формируется как единое целое, и это позволяет в процессе работы по ее изготовлению нивелировать влияние мелких неточностей на конечный результат. В дальнейшем на основе разработанного подхода получилось реализовать сборку решеток сложной конструкции, изготовление которых с помощью станочного оборудования трудновыполнимо. Об этих способах и пойдет речь в этой публикации.
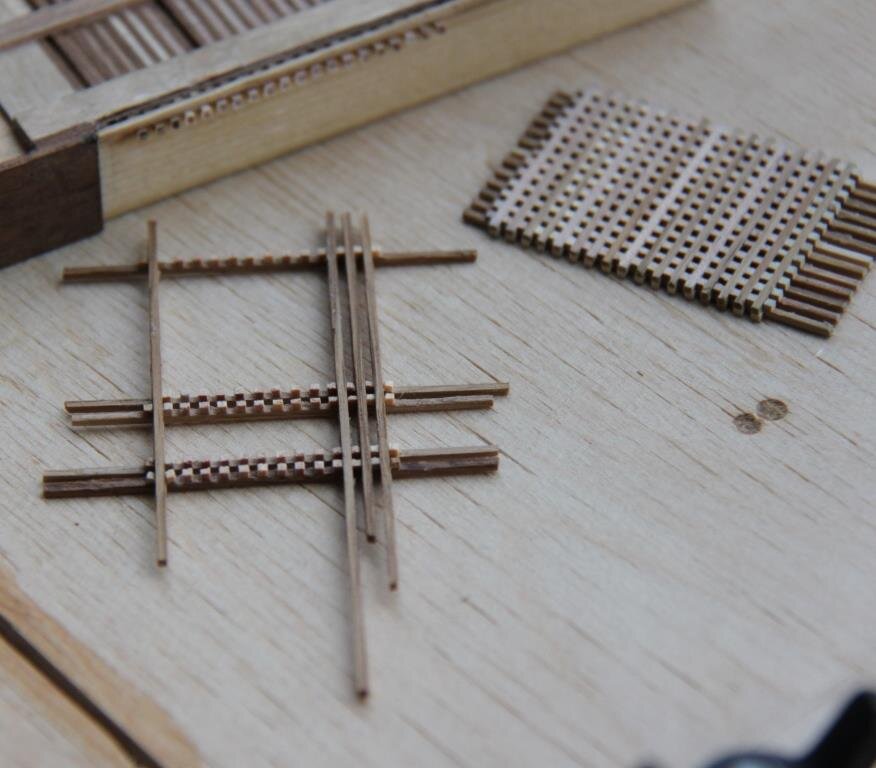
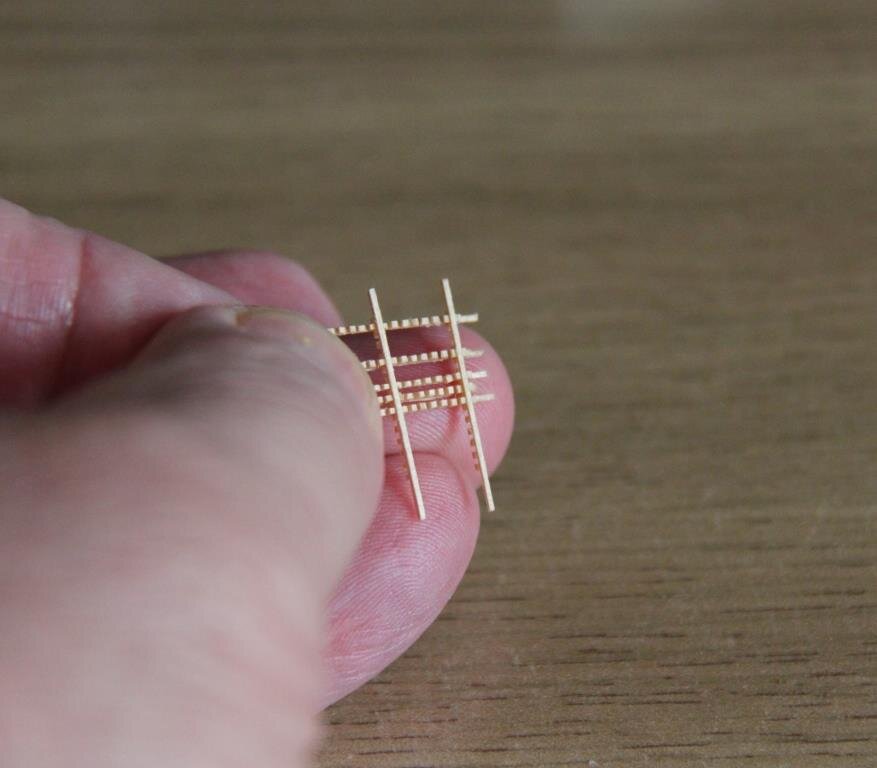
При данном способе изготовления решетка собирается на основе реек (брусков), расположенных на определенном расстоянии параллельно друг другу. В бруски последовательно врезаются и сразу закрепляются в пазах на клею противоположно расположенные рейки. Они и объединяют бруски в единое целое в виде решетки желаемой формы. Для фиксации брусков в заданном относительно друг друга положении используются простые приспособления (колодки) с пазами для брусков, представленные далее на картинках.
Для удобства дальнейшей работы с блоком брусков колодки размещаются между двух реек, приклеенных к обрезку фанеры. Между этими направляющими колодки с пазами могут перемещаться с некоторым усилием. Пространство между колодками заполняется рейками (брусками) высотой 2,0 – 2,5 мм.
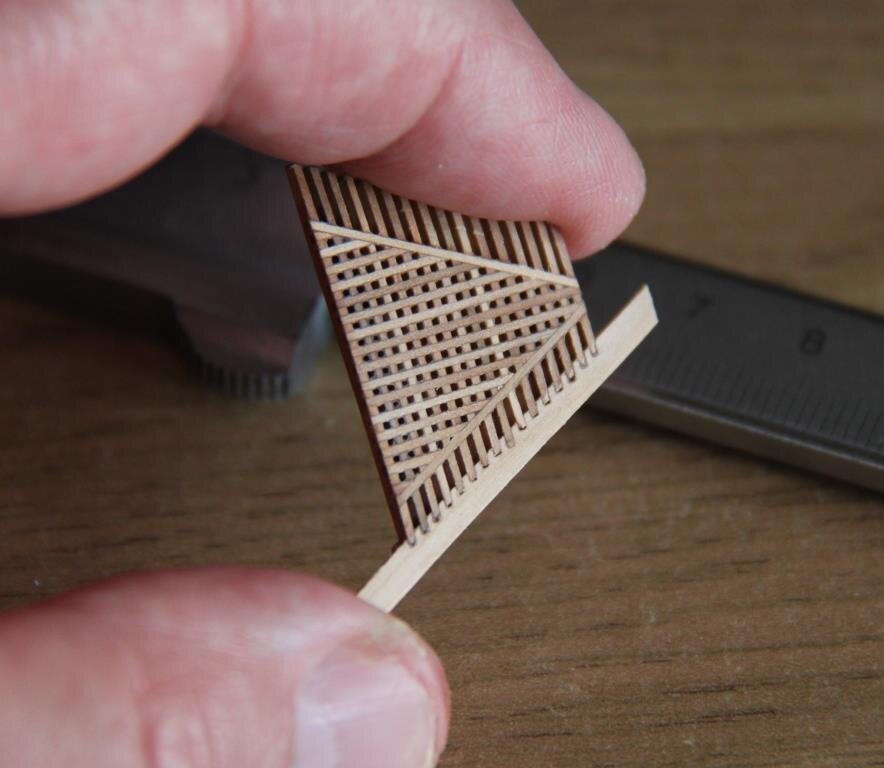
Для точности позиционирования места первого пропила (выборки пазов в каждом из установленных брусков) поверх реек приклеивается тоненькая полоска толщиной 0,5 – 0,7 мм. Кроме того, что эта полоска станет одной из стенок импровизированного “стусла”, она и подобные ей рейки придадут дополнительную жесткость всему блоку и, кроме того, предохранят кромки рядом с пропилом от повреждений.
Второй стенкой “стусла” может стать край придвинутой деревянной линейки. Сразу после выполнения пропила на заданную глубину, в паз вклеивается рейка. Ее ширина должна быть такой, чтобы после вклеивания она возвышалась над кромками брусков. Сбоку к ней приклеивается рейка или полоска картона равная по толщине ширине следующего пропила и по ее краю шлицовкой делается следующий пропил. После повторения этих операций необходимого числа раз, блок извлекается. Все что возвышается над кромками брусков блока, стачивается наждачной бумагой, и толщина решетки доводится до нужного размера путем стачивания кромок брусков с противоположной стороны.
Последовательность преобразования блока брусков можно проследить на картинках в галерее.
О том, как воспользоваться описанным подходом для изготовления решеток подобной конструкции я расскажу в следующей статье.
А на сегодня все. До встречи на канале.