Шарики подшипника являются компонентом шарикоподшипника, обеспечивающим плавное вращательное движение без трения. Обычно они изготавливаются из стали, но также могут быть изготовлены из других материалов, таких как керамика из нитрида кремния, пластик или даже стекло.
Стальные шарики подшипников являются наиболее распространенным материалом для шариков, их ежегодно производят десятки миллионов штук. Они почти идеально круглые и отполированы до зеркального блеска, чтобы обеспечить точное вращательное движение в машинах, электроинструментах, двигателях и сотнях других устройств.
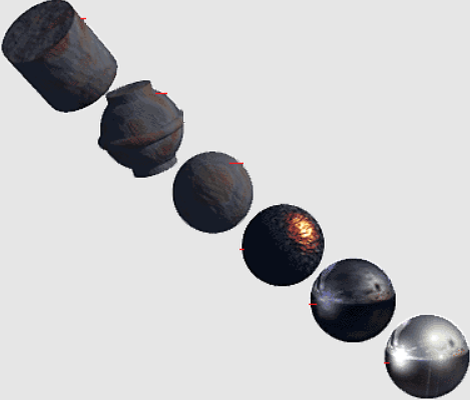
Вы когда-нибудь задумывались, как они сделаны? Ответ заключается в многоэтапном процессе, который превращает заготовку из незакаленной стали в закаленный, отшлифованный и отполированный круглый шарик.
Металлические шарики подшипников изготавливаются из стальной проволоки или стержня. На первом этапе процесса проволока или стержень разрезается на небольшие кусочки, называемые заготовками. Объем материала немного больше, чем у готового шара. Избыток материала удаляется на последующих этапах обработки. На этом этапе материал еще не закалён и поддается штамповке. Это важно для того, чтобы на следующем этапе производства заготовке можно было придать сферическую форму.
Штамповка

Затем заготовка подается в головную машину, где шары подвергаются процессу холодной штамповки, называемому высадкой. При холодной высадке заготовка помещается между двумя полусферическими штампами и подвергается формованию под давлением от 10 до 20 тонн. Штамповка придает заготовке сферическую форму, называемую необработанным шаром. Осталось немного лишнего материала, который еще нужно удалить.
Прокатка
Избыточный материал, называемый заусенцами, необходимо срезать. Это делается в процессе называемом файлированием. При этом заусенцы убираются, но шарики еще не идеально круглые и металл еще мягкий. Производители используют два различных варианта обработки, но оба предполагают прокатывание шариков между металлическими пластинами.
- Заусенцы удаляют прокатыванием их между тяжелыми чугунными пластинами, вращающимися в противоположных направлениях.
- Заусенец удаляется путем пропускания шариков между канавками двух металлических пластин: вращающейся и неподвижной.
Мягкое шлифование
Некоторые производители затем подвергают шары мягкому шлифованию. Его называют мягким, потому что материал еще не затвердел. Эта операция аналогична процессу прокатки, но вместо одной из металлических пластин используется абразивный шлифовальный камень.
Термическая обработка
Теперь, когда из шариков удален лишний материал и они стали относительно круглыми, их подвергают термообработке для затвердевания и укрепления. Шары нагревают примерно до 800°C, а затем охлаждают в масляной ванне. Их снова нагревают до гораздо более низкой температуры, примерно 160°C, в результате чего шар закаливается.
Удаление оксидов
После термообработки шарики покрываются оксидными отложениями. Чтобы удалить эти отложения, шарики подвергаются процессу, называемому удалением накипи. Удаление накипи включает использование химического агента, обычно кислотного соединения, для удаления налета с шариков.
Шлифование
Теперь, когда шарики закалены и стали относительно круглыми, процесс их производства приближается к концу. Следующий шаг — шлифовка шариков до их размера и улучшения геометрии округлости. Этот процесс аналогичен используемому ранее процессу мягкого шлифования — шарики прокатываются между стальной пластиной и мелкозернистым шлифовальным кругом.
Притирка
Последний шаг в процессе — притирание шаров. Притирка — это процесс суперфинишной обработки, который улучшает качество поверхности или геометрию и удаляет небольшое количество материала, чтобы шарики достигали жестких требуемых допусков.
Шарики катятся между двумя пластинами из закаленной стали, одна из которых неподвижна, а другая вращается с низкой скоростью. Шарики теперь идеально круглые и имеют зеркальную поверхность.
Промывка и калибровка
Теперь, когда производственный процесс завершен, их промывают, чтобы удалить остатки. Наконец, чистые шары проверяются на наличие царапин и калибруются. Несмотря на то, что все шары имеют одинаковый номинальный внешний диаметр, небольшие различия все же имеют место. Марка шарика определяет геометрические допуски подшипника. Чем ниже номер класса, тем жестче допуски. Номер сорта связан со сферичностью и изменением диаметра шариков. Допуски чрезвычайно жесткие, а различия между шариками весьма малы.