Процесс пайки медью известен с очень глубокой древности. Изначально так соединяли бронзовые детали, но как только прогресс дошел до железа и стали - пайку медью (именно медью!) стали применять и в этой области. На территории Древней Руси и Волжской Булгарии уже с X века известно весьма значительное количество сложных железных и стальных изделий, детали в которых соединены пайкой медью.
В основном, не считая предметов искусства. это - замки. Висячие замки.
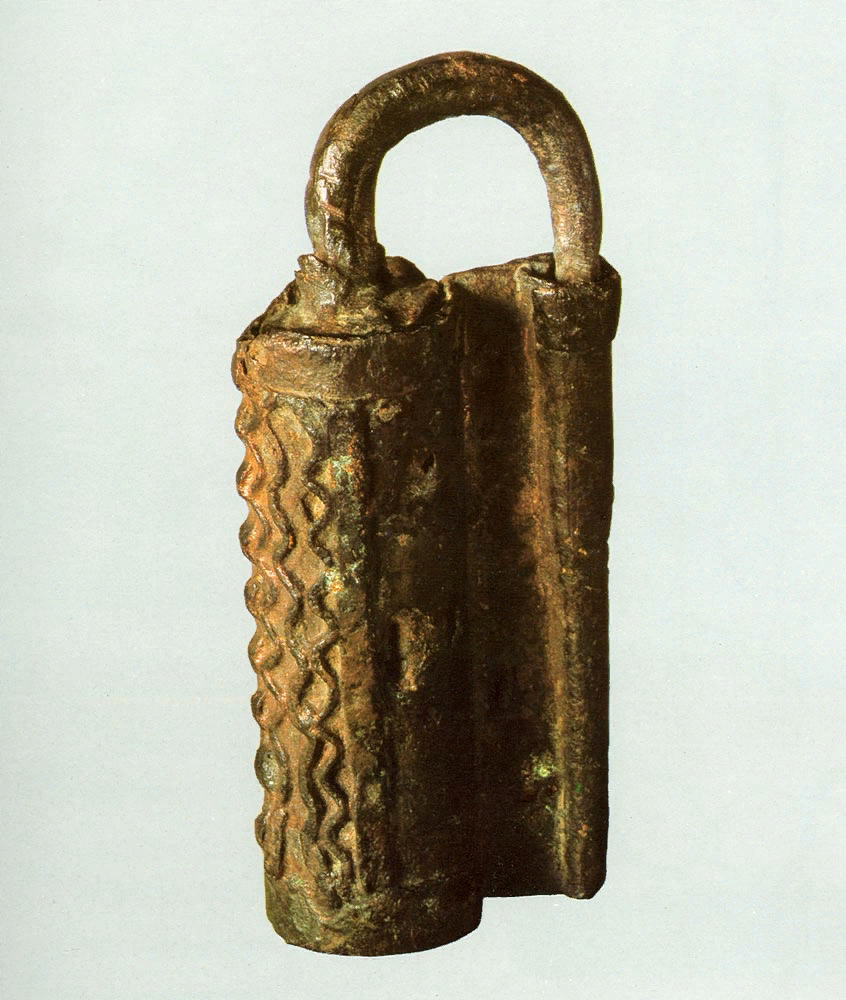
Железный корпус, железная дужка, довольно сложное внутреннее устройство... А все детали спаяны медью, это установлено совершенно точно.
Теоретически процесс несложен, я его описывал в одной статье еще три года назад. Но практически тут есть проблема. Медь довольно плохо "липнет" к железу. на что мне справедливо указали в комментариях к той же статье.
Но тем не менее - паяные ею железные замки на Древнюю Русь и сопредельные державы есть в количестве. Сомневающихся отсылаю сюда:
Колчин Б.А.." Черная металлургия и металлообработка в Древней Руси (домонгольский период)", и сюда: Ю. А. Семыкин, "Черная металлургия и кузнечное производство Волжской Булгарии в VIII - начале XIII вв".
Кроме того, существовала еще проблема с флюсом. Во время Колчина (шестидесятые годы XX века) еще не было известно, что использовалось в его качестве. Смола не подходит - температура плавления меди слишком высока.
И ответ нашелся в большой статье Семыкина. Ее автор просто-напросто поставил практический эксперимент: взял и сделал замок того времени, по тогдашним же технологиям.
Цитату в студию:
В качестве припоя использовалась пластинка чистой меди (современный металл). Для контрольной плавки меди использовалась ацетилено-кислородная газовая горелка. Программой эксперимента предусматривалось изготовление из полосы кричного железа втулки с железным же колечком. Между ними было вставлено тонкое медное колечко – припой.
Эксперимент предусматривал три варианта решения задачи. Первый предполагал нагрев всей конструкции до температуры плавления меди (т.е. до 1085 градусов С). Второй вариант состоял в нагреве изделия до той же температуры. Одновременно на раскаленный шов насыпался флюс (бура). И третий вариант предполагал предварительное обмеднение соединяемых железных деталей с дальнейшим их нагревом до такой же температуры
Не останавливаясь подробно на процессе подготовительных операций для эксперимента, затронем только моменты по осуществлению его различных вариантов. Для выполнения первого варианта эксперимента весь блок деталей был зажат кузнечными клещами и помещен в пламя горна в вертикальном положении. Опыт показал, что при такой высокой температуре, которая нужна была для плавления медного припоя, оказалось очень затруднено непосредственное наблюдение за изделием на близком расстоянии, что было необходимо для того, чтобы уловить момент плавления медного припоя. Поэтому было решено осуществить локальный нагрев места паяного шва газовой горелкой, преимущество которой перед кузнечным горном заключалось в возможности регулировать температуру локального нагрева шва. При этом было очень удобно наблюдать момент плавления медного припоя. Хотя применение современного источника нагрева и исказило в какой-то степени чистоту эксперимента, но зато позволило выполнить его в целом.
В результате проведения первого варианта эксперимента установлено, что таким образом получить паяный шов невозможно, так как медный припой, не соединяясь с железом, стекает вниз.
Второй вариант этого эксперимента, при котором в момент плавления медного припоя на шов посыпался флюс (бура), также не дал желаемого результата. Хотя медь и плавилась, однако не соединялась с железными деталями.
И, наконец, третий вариант проводился следующим образом. В вольфрамовом тигле на пламени горна были расплавлены медные опилки. Затем в эту медь были погружены предварительно зачищенные и раскаленные добела покрытые флюсом заготовки. После остывания деталей на их поверхности образовался тонкий слой медного покрытия. Места предполагаемого стыка были зачищены напильником, затем детали соединили вместе, зажали клещами и нагрели в пламени горелки до плавления припоя.
После остывания оказалось, что детали плотно соединились друг с другом. Зачистка шва на наждачном круге показала наличие плотного медного шва. Поэтому третий вариант нашего эксперимента был признан удачным. Его результаты позволяют уточнить некоторые неясные моменты технологии пайки медным припоем в металлообрабатывающем ремесле средневековья.
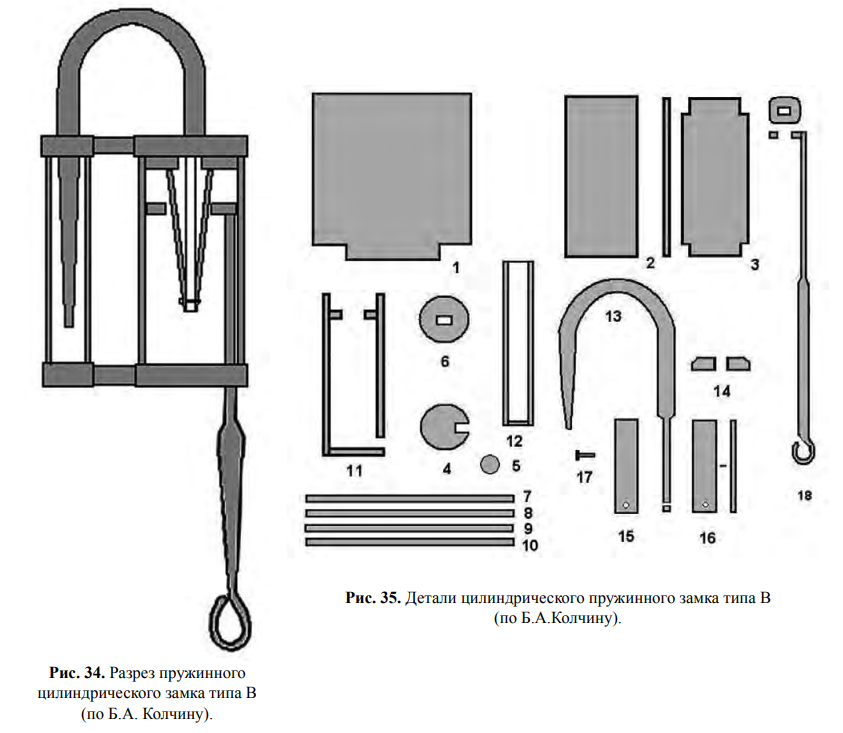
В частности, это относится к технологии изготовления пружинных цилиндрических замков, широко распространенных как в Древней Руси, так и в Волжской Булгарии.
Выше описан только первый эксперимент, предварительный. Потому там - вольфрамовый тигль и газовая горелка, которых, естественно, у древних быть не могло. Но эта предварительная стадия помогла понять важную деталь: чтобы медь прочно легла на железные элементы и образовала прочный паяный шов, необходимо использовать медные опилки, а не пластины или куски меди.
Далее Семыкин изготавливает, собственно, замок древнерусского типа, навесной, цилиндрический, в ходе которого применяет аутентичные древним способы пайки медью:
Пайка проводилась в кузнечном горне, а медные опилки и стружки расплавлялись в железном тигле. Предварительно омедненные детали припаивались к большому и малому цилиндрам по отдельности. Донце большого и малого цилиндров припаивались в последнюю очередь, так как до подгонки ключа к пружинной системе корпус замка закрыть было нельзя. После того, как все детали были тщательно подогнаны, места швов тщательно зачищены напильником, замок кузнечными клещами был помещен в пламя горна. После нагрева деталей добела места швов были посыпаны флюсом (бурой) и помещены в расплавленную медь в железном тигле. При этом жидкая медь залила все щели соединений и детали спаялись намертво. Таким способом были спаяны все детали большого и малого цилиндров, а впоследствии также шайба на дужке замка.
Все. Медные опилки, железный тигль, кузнечный горн, и никаких богопротивных горелок.
Вот схема замка:
Кто желает, может повторить и повесить на будку Бобику...) А что, господа немоглики? Чем вы хуже Бобика?))
А вот - готовое изделие, реплика древнерусского замка.
1 - вещь в сборе, 2 - ключ, 3 - дужка с пружинным узлом, 4 - верхняя часть, 5 - донце.
Следующей операцией было изготовление ключа к замку. Ключ состоит из двух деталей: 1) стержня, 2) шайбы. Вначале ключ подгоняли к пазу в шайбе для большого цилиндра и уже после этого медным припоем было припаяно нижнее донце большого цилиндра. Изготовление ключа, его подгонка и пайка донца большого и малого цилиндров заняли еще 4 часа рабочего времени.
Здесь ключ показан вставленным в шайбу. Конструкция ключа неочевидна, но описывать систему в деталях не вижу смысла. Смысл этой статьи - не конструкция древних замков, а способ пайки медью, так что интересующихся замками отправляю к указанным выше источникам, благо они давно выложены в общий доступ...)
Так в результате кузнечно-слесарного эксперимента был изготовлен цилиндрический замок типа «В». Этот замок показал хорошие рабочие качества. В настоящее время он находится в Национальном музее Республики Татарстан и используется для демонстрации как действующий новодел.
Все, точка.