Перевод статьи Hoa Nguyen, главного технического директора Metcal, производителя индукционных паяльных станций.
https://tech-e.ru/wp-content/uploads/50-1.pdf
Введение
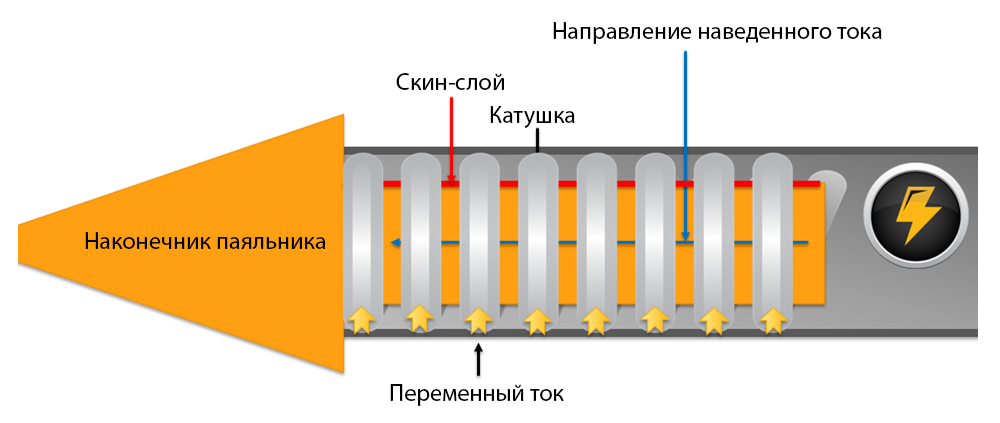
Когда дело доходит до передачи тепла от блока паяльной станции к наконечнику, необходимо учитывать несколько факторов, влияющих на производительность системы. Мощность устройства и то, использует ли оно отдельные наконечники или картриджи со встроенным нагревателем - вот два фактора, которые сегодня учитывает большинство специалистов, выбирающих такое оборудование. Современные паяльные станции используют две различные технологии нагрева: индукционные и резистивные, которые также влияют на производительность. При индукционном нагреве или прямом нагреве, переменный ток, протекающий через катушку индуктор, создаёт магнитное поле. На объекте (наконечнике) внутри поля возникают вихревые токи, которые создают тепло. Тепло выделяется там и только там, где протекают эти вихревые токи. Выбор химического состава сплава и оптимизация частоты позволяет токам течь только в тонком слое на поверхности, малая глубина этого скин-слоя повышает эффективность нагрева. Наконечник нагревается почти без инерции.
В резистивной технологии тепло создаётся проводником внутри нагревателя и передаётся на наконечник опосредованно. Резистивный нагрев имеет более высокое тепловое сопротивление и худшие тепловые характеристики, чем индукционный нагрев.
В этом документе описывается процедура испытания для измерения характеристик систем ручной пайки, а затем проиллюстрированы результаты тестирования паяльных станций.
Экспериментальная установка
Изготовлены семь одинаковых термических нагрузок из меди (диаметр 8,5 мм, высота 6,8 мм). Установка представляет большую нагрузку, выявляющую недостаточную теплопередачу от нагревателя к точке пайки. Фактический пример на производстве - пайка к заземляющим пластинам.

Эти нагрузки были помещены на испытательное приспособление из фенольной смолы с низкой теплопроводностью, как показано на рисунке 1b. Термопары типа K подключены между нагрузками и портами системы сбора данных, которая регистрировала температуру и сохраняла профиль на компьютере, показанном на рисунках 2 и 3.
Перед каждым испытанием нагрузки очищались от остаточного припоя и флюса, и наносился небольшой валик паяльной пасты. Назначение пасты состояло в том, чтобы максимизировать теплопередачу между паяльным наконечником и нагрузкой. Нагрузки охлаждали примерно до 24° C перед каждым запуском. Для этого эксперимента каждая тестируемая паяльная система была настроена на температуру холостого хода 400° C, а подключенный паяльник был проверен термометром. Температуру каждого паяльника измеряли не менее двух раз для обеспечения повторяемости. После стабилизации на 400° C паяльник помещали на первую тепловую нагрузку. Чтобы свести к минимуму погрешность установки жала и гарантировать равномерный тепловой контакт, испытательное приспособление было разработано таким образом, чтобы каждый паяльник контактировал с тепловой нагрузкой под углом 15° к горизонтали, как показано на рисунке 3. После возрастания температуры первой нагрузки с 24° C до 250° C (бессвинцовый припой плавится примерно при 217° C), паяльник немедленно перемещался к следующей нагрузке, пока не были выполнены все семь паек. Было записано время доведения всех семи загрузок до 250° C.
Тестируемые паяльные станции
Для проведения теста мы выбрали станции нескольких производителей. Станции разделены на две группы в зависимости от мощности. Станции тестировали с наконечниками или картриджами, предлагаемыми производителем. Сменные наконечники предлагаются некоторыми производителями как более дешёвый расходный материал. Как правило, они имеют более низкие характеристики, чем картриджи, поскольку косвенно принимают тепло от нагревательного элемента.
В группу 1 вошли системы резистивного нагрева мощностью от 75 Вт до 130 Вт и системы индукционного нагрева мощностью 90 Вт. В этом эксперименте использовались клиновидные жала диаметром 2,4 и 2,5 мм, предлагаемые производителем.
В группу 2 вошли системы резистивного нагрева мощностью от 130 Вт до 250 Вт и системы индукционного нагрева мощностью 120 Вт. В этом эксперименте использовались жала размером от 5 до 6 мм, предлагаемые производителем.
Результаты. Сравнение тепловых характеристик
При оценке производительности ручной пайки в производстве электроники инженеры-технологи должны уделять особое внимание трём ключевым показателям: время достижения температуры, время выдержки и восстановление температуры перед следующей пайкой. Эти три показателя вместе определят подходящую станцию для пайки на производственной линии и помогут максимизировать производительность и снизить количество брака.
Время набора температуры измеряется тем, насколько быстро паяльник нагревается при первом запуске или когда он «просыпается» после снятия с подставки. Время достижения температуры имеет решающее значение, потому что оно может обернуться потерей темпа работы. Многие продукты для пайки, представленные на рынке, требуют десятки секунд до первоначального нагрева паяльника, что снижает производительность. За смену (или несколько смен) это потерянное время, потраченное на ожидание пайки, может стать весьма значительным.
Время выдержки зависит от того, сколько времени требуется для пайки конкретного соединения. Поскольку горячий наконечник соприкасается с паяным соединением, время выдержки напрямую зависит от того, насколько хорошо паяльник может поддерживать стабильную температуру, теряя тепло из-за передачи его в точку пайки. Паяльники с низкой производительностью часто проседают по температуре во время этого процесса и могут иметь проблемы с возвращением к заданной температуре, что приводит к необоснованному увеличению времени пайки. Это особенно относится к работе с большими теплоёмкими компонентами и толстыми многослойными платами.
Время восстановления - это время, за которое паяльник возвращается к температуре после завершения пайки и готов к следующей. Как и время набора температуры, это время может значительно варьироваться от модели к модели и может привести к потере десятков минут или часов в день производства. Не считая дискомфорта мастера.
В этом разделе мы использовали метод тестирования, описанный ранее, чтобы сравнить тепловые характеристики (время доведения всех семи нагрузок до 250 ° C) паяльных станций.
Станции малой и средней мощности, тест 7-ми нагрузок
Индукционная станция Metcal GT90 выступила со станциями с резистивным нагревом: JBC CD-1BQE, Hakko FX-951 и Weller WT-1010.
Станции высокой мощности, тест 7-ми нагрузок
Индукционная паяльная станция GT120 прошла тестирование вместе со станциями с резистивным нагревом: JBC HDE, JBC DI-1D, Hakko FM-203 и Weller WT-1010H.
Итоги
Ниже приведены сводные результаты испытаний.
Результаты тестов показывают корреляцию между производительностью и тремя различными факторами:
- Технология нагрева
- Мощность паяльной станции
- Отдельный наконечник или комбинированный с нагревателем картридж
Хотя мощность играет важную роль в работе паяльных станций, тесты показывают, что технология нагрева с последующим выбором наконечника или картриджа, по-видимому, имеет больший эффект. Об этом можно судить по повышению производительности в каждом из следующих случаев:
- Индукционная система нагрева мощностью 90 Вт со стандартным наконечником превзошла все протестированные системы резистивного нагрева, независимо от того, использовали ли они наконечники или картриджи.
- Индукционная система мощностью 120 Вт эквивалентна резистивной системе на 250 Вт и превосходит резистивную систему мощностью 130 Вт. Во всех станциях использовались картриджи.
- Индуктивная система мощностью 120 Вт с отдельными наконечниками превзошла все резистивные системы мощностью менее 150 Вт, использующие наконечники или картриджи, за исключением JBC DI-1D с картриджем.
- При сравнении одинаковых резистивных систем в обоих тестах станции, протестированные с картриджами, значительно превосходили станции, протестированные с наконечниками.
Замечание, резистивные системы JBC, демонстрируют лучшие характеристики по сравнению с другими резистивными системами конкурентов в том же диапазоне мощности. Вероятно, это связано с технологическим преимуществом при разработке станций или картриджей. Для дальнейшего объяснения этого открытия необходимы дальнейшие испытания между этими блоками и другими резистивными системами.
Заключение
При оценке производительности большинство пользователей сравнивают только номинальную мощность паяльных станций. Если все остальное между двумя системами одинаково, такая оценка производительности имеет смысл. На самом деле нет двух одинаковых станций. И другие переменные, включая тип используемой технологии нагрева, используется ли система с наконечниками или картриджами, и даже технические различия от одного производителя к другому сильно влияют на производительность.
Расположение нагревателя относительно жала паяльника очень важно. Чем ближе нагреватель к наконечнику, тем быстрее он нагревается. Это объясняет, почему паяльные системы лучше работают от картриджей, чем от наконечников. Наконечники являются более дешёвым решением, но добавляют дополнительную «деталь» к конструкции и отодвигают наконечник дальше от нагревателя с точки зрения передачи тепла.
Этот принцип также объясняет, почему решения с индукционным нагревом превосходят решения с резистивным. В системах индукционной пайки нагреватель физически является частью наконечника, поэтому он представляет собой цельный нагреватель и наконечник. Системы резистивного нагрева состоят из двух частей, поскольку тепло генерируется в змеевике нагревателя и затем передаётся на наконечник. Индукционные паяльные станции обеспечивают более быстрое достижение температуры, точное время выдержки и малое время восстановления.
В паяльных станциях GT90 и GT120 от Metcal используется запатентованная технология, сочетающая индукционный нагрев с электронной регулировкой температуры. Эта технология позволяет станциям обеспечивать лучшие в своём классе характеристики пайки. Производительность позволяет пользователям получить паяные соединения более высокого качества, работать с большим комфортом и использовать более дешёвые наконечники, сохраняя при этом более высокую производительность по сравнению с резистивными системами конкурентов.