В предыдущей статье я описал причины 3D-печати металлом частей пресс-форм:
Пресс-форма состоит из нескольких металлических частей, которые воспринимают на себя основную нагрузку при литье под давлением. Напомню, как она выглядит:
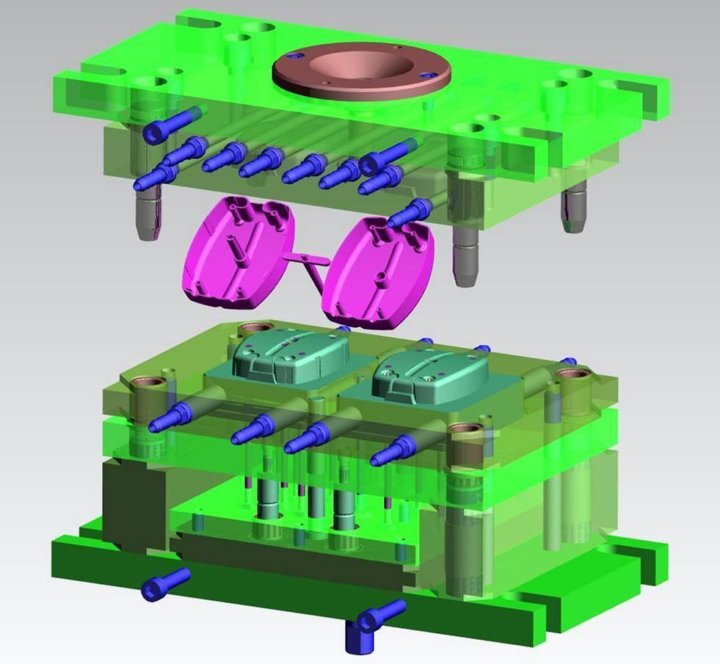
Это позволяет делать формообразующие вставки из более «слабых» материалов – эпоксидной смолы, твердых силиконов, термостойких фотополимерных смол. Самое главное – чтобы материал выдерживал кратковременный нагрев при впрыске расплавленной пластмассы.
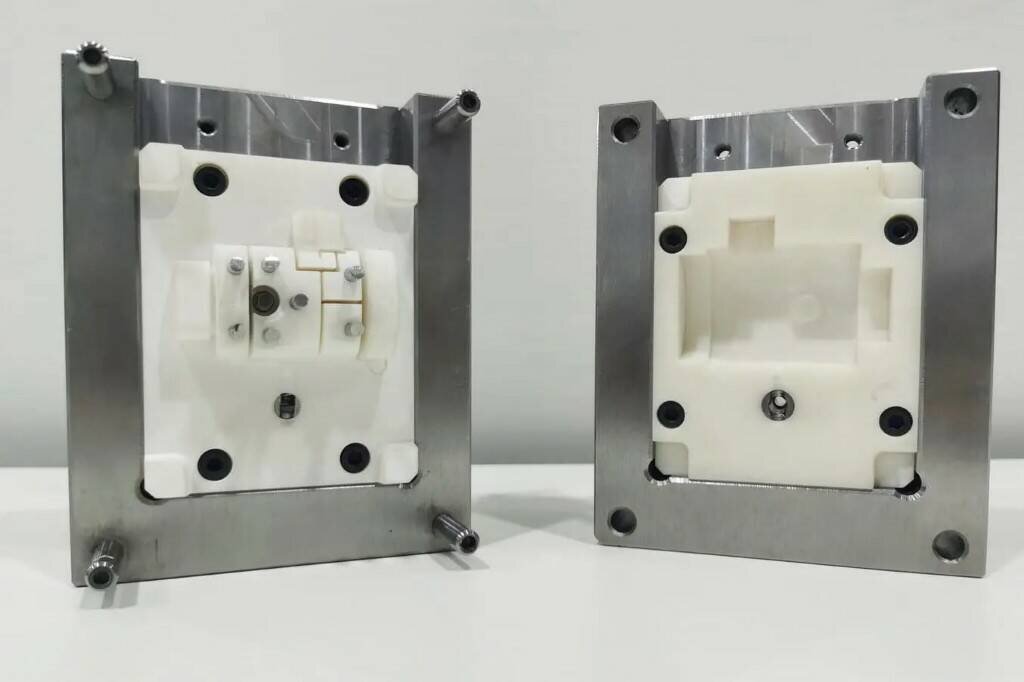
Пример пресс-формы с установленной формообразующей вставкой, напечатанной из фотополимера:
Пример формообразующих вставок в пресс-формы, напечатанных из фотополимера, и деталей отлитых по ним:
Очевидно, что пластмассовая формообразующая вставка намного хуже металлической.
В частности:
- у пластмассовой формообразующей вставки намного меньше живучесть – от десятков впрысков до несколько тысяч (у металлических формообразующих вставок живучесть определяется сотнями тысяч..миллионами впрысков)
- у пластмассы намного меньше теплопроводность, чем у металла, поэтому требуется намного больше времени на охлаждение, что снижает скорость работы и объемы производства.
Основное достоинство пластмассовых формообразующих вставок – низкая цена и быстрота изготовления.
Казалось бы, единственное назначение напечатанных из фотополимера вставок - проверка геометрии пресс-формы перед заказом металлической.
Ну, или выпуск небольшой партии деталей «срочно сейчас».
Но, по непонятным причинам, напечатанные формообразующие вставки стали находить все большее применение в серийном производстве, в том числе и массовой продукции (например изготовление деталей автоматических выключателей, клавишных выключателей, светильников и т.п.). Причины мне не ясны, просто констатирую.
Так же напечатанные вставки и даже формы целиком сейчас используются при ручном литье под давлением «мелочевки» – на специальных ручных прессах при низком давлении, создаваемом рукой при помощи рычага. В этом случае низкая скорость охлаждения не играет существенной роли – печатается десяток пресс-форм и заливка осуществляется по-очереди. На термопласт-автоматах такая технология невозможна, т.к. смена пресс-форм там занимает длительное время.
Пример ручных и шнековых прессов для мелкосерийного производства продукции небольшого размера:
Для печати формообразующих вставок необходимо применять специальные фотополимеры – твердые, жесткие, с высокой рабочей температурой. Такие фотополимеры выпускаются для «профессиональных» лазерных SLA-принтеров, для струйных принтеров Stratasys, для 405нм лазерных SLA-приниеров Formlabs. Для «бытовых» mSLA принтеров подходящие по характеристикам смолы есть, но они малопопулярны у печатников.
Из производителей принтеров изготовление формообразующих вставок популяризируют Statarsys и Formlabs, так же есть несколько публикаций от отечественного локализатора Hardlight.
Пример формообразующих вставок, распечатанных на струйном 3D-принтере Stratarsys (MJP-технология) и детали отлитые по ним:
Пример использования формообразующих вставок, изготовленных на 3D-принтере Formlabs (405 нм лазерный SLA-принтер):
Пример пресс-форм для печати на ручном прессе, изготовленных Hardlight на mSLA-принтере:
А) Литье под давлением колпачка из ТПУ
Б) Литье под давлением шестеренки (зубчатого колеса) из РОМ (полиацеталь – очень прочный и термостойкий пластик, с температурой литья под давлением выше 240 градусов по Цельсию)
Следующая статья по теме:
Путеводитель по разделу «фотополимерные технологии»:
Путеводитель по каналу: