В статье: об 3D-печати мастер-моделей для изготовления силиконовых форм для изготовления "восковок". Особенности и подводные камни.
При традиционной технологии литья по выплавляемым моделям «восковка» изготавливается впрыском воска в металлическую, силиконовую, резиновую или формопластовую форму. В последнее время широкое распространение получили именно силиконовые формы из силиконов холодной или горячей вулканизации.
Технология получения такой формы простая – мастер-модель заливается (или облепливается) силиконом, потом вручную разрезается ножом, при необходимости в ней формируются литники и выпоры (вырезаются ножом, если не были сформированы при заливке). Мелкие формы не имеют оболочки, более крупные – имеют обечайку из металла или «корки» из жесткой пластмассы (чтобы держать форму при заливке воска).

Использование 3D-принтеров позволяет упростить процесс получения мастер-моделей для силиконовых форм.
Мастер-модели могут быть отпечатаны любым способом, обеспечивающим требуемую точность. Разберем основные из них:
- По технологии нанесения связующего (BJ) из гипсового порошка. Для снятия силиконовой формы обязательно пропитываются воском.
- По технологии нанесения связующего (BJ) из порошка PMMA. Для снятия силиконовой формы обязательно пропитываются воском или эпоксидной смолой.
- По технологии струйной печати из фотополимера.
- По технологии лазерной стереолитографии (SLA) из фотополимера.
Все вышеперечисленные способы требуют дорогого оборудования и отличаются высокой себестоимостью печати. Поэтому в настоящее время самое массовое применение нашли другие способы:
Экструзионной печати из термопластов (FDM/FFF печать). Необходимая чистота поверхности достигается нанесением специальных составов или химическим методом («ацетоновая баня»). Вместо специальных составов возможно применение воска, который и сглаживает поверхность мастер-модели, и служит разделительным составом.
Фотополимерной печатью на mSLA-принтерах. Основная проблема напечатанных из фотополимера мастер-моделей – несовместимость с силиконами на платиновом отвердителе. Решается либо использованием силиконов на оловянном отвердителе или применением толстого разделительного слоя. Есть фотополимеры, совместимые с платиновым отвердителем, но большинство производителей не тестируют свои смолы на совместимость с силиконами. Отдельно надо отметить, что некоторые фирмы выпускают специальные фотополимеры, достаточно термостойкие, чтобы использовать для снятия форм резины и силиконы горячей вулканизации, или заливку формопластом.
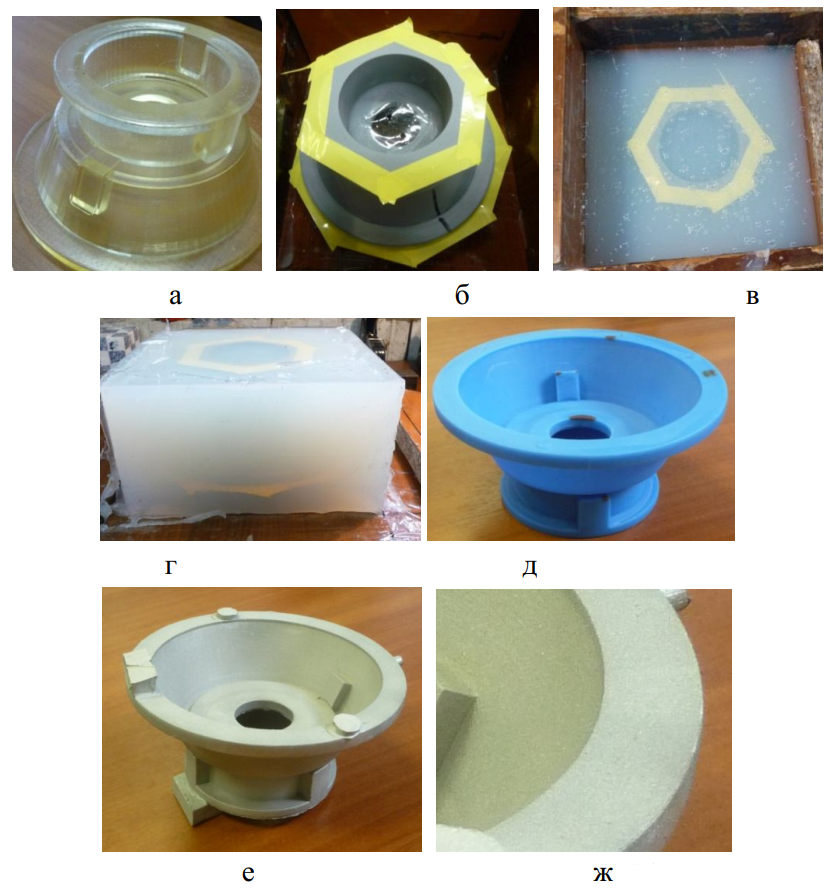
Ниже приведены некоторые примеры печати:



Предыдущие статьи по теме:
Вводная статья: