В статье - основные технологии 3D-печати выжигаемых моделей для литья из фотополимеров. Описывается разновидности выжигаемых фотополимеров и "подводные" камни выжигания фотополимеров.
Фотополимерная печать выжигаемых моделей в последнее время получила дополнительный стимул развития за счет появления дешевых mSLA-принтеров с хорошим качеством печати.
Фотополимерная печать обеспечивает очень высокое качество поверхности, в отличии от экструзионной печати (FDM-печати). По качеству печати фотополимерная печать сопоставима со струйной печать.
Но не смотря на это два фактора ограничивают применение:
Первый - себестоимость фотополимерной печати выше себестоимости экструзионной, из-за большей стоимости фотополимера.
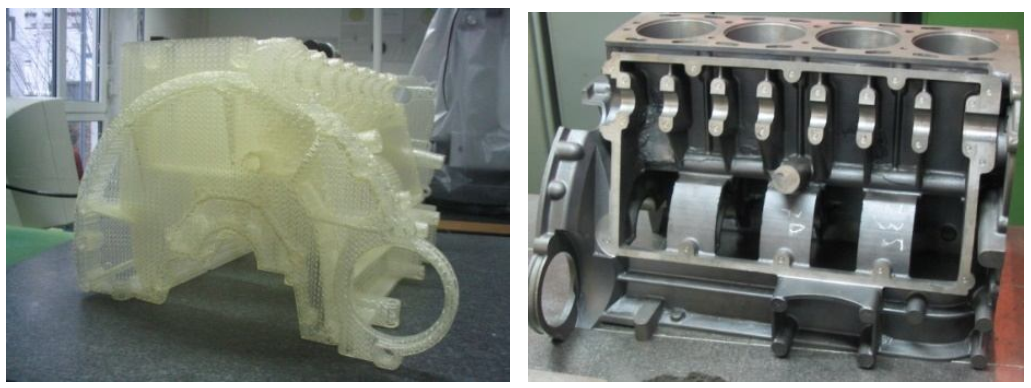
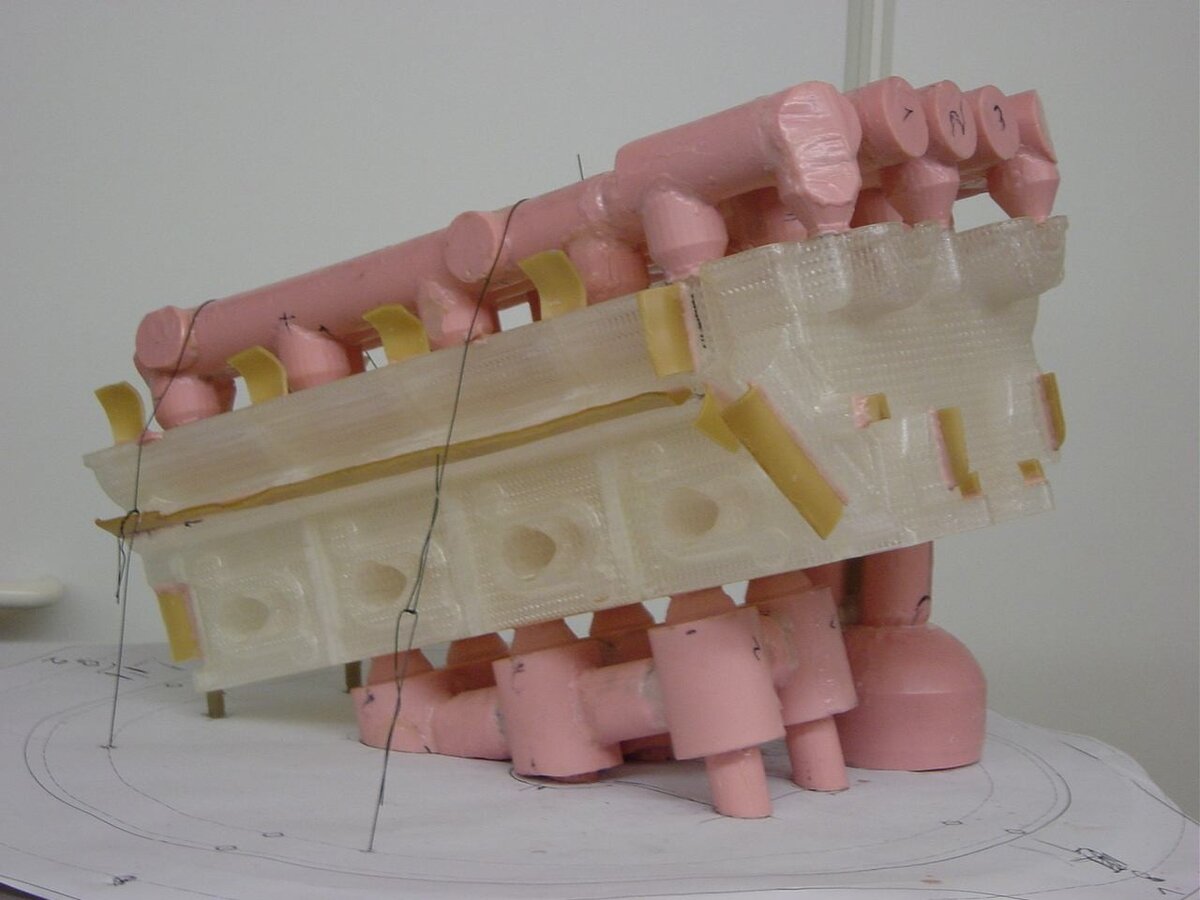
Второй фактор - отверженный фотополимер – реактопласт. Тут следует немного разъяснить… Все фотополимеры для SLA печати делаются на основе метакрилатов или акрилатов. Казалось бы – прямой аналог PMMA, который достаточно легко выжигается… Но РММА – термопласт, он при нагреве выше температуры стеклования размягчается и становится мягким и текучим. При нагреве формы деталь из термопласта переходит в размягченное состояние и не оказывает воздействия на форму. Фотополимеры – реактопласты, при нагреве выше температуры стеклования они резко ухудшают механические свойства – становятся непрочными, но внешнюю форму не теряют, и в размягченное и текучее состояние не переходят. Температурный коэффициент расширения (ТКР) деталей из фотополимеров обычно выше ТКР формассы и модель из фотополимера стремиться «разорвать» форму. Поэтому для литья по моделям из фотополимеров детали делаются либо полыми, либо с частичным внутренними заполнением, и используются специальные, более эластичные формассы.
Выжигаемые фотополимеры делятся на три группы:
- ювелирные выжигаемые фотополимеры
- стоматологические выжигаемые фотополимеры
- восконаполненные фотополимеры
Первая группа обычно имеет в названии слова «jewelry cast», вторая группа «dental cast». А вот с третьей группой – «засада». Слово Wax в названии фотополимера может означать как то, что он восконаполненный, так и то, что он обычный выжигаемый.
В целом восконаполненные фотополимеры не получили широкого распространения из-за сложностей печати (печать восконаполнеными фотополимерами сильно затруднена из-за их мягкости и обильной пены), а в плане выжигания они не имеют существенных преимуществ перед обычными – воск начинает вытапливаться только после начала горения модели. Поэтому фотополимеры со словом Wax в названии в большинстве случаев – обычные выжигаемые.
В промышленности SLA-печать выжигаемых моделей нашла свое применение, в основном за рубежом.

В стоматологии фотополимерная печать выжигаемых моделей получила достаточно широкое применение и частично вытеснила «обычные» восковки.

В ювелирной промышленности фотополимерная печать выжигаемых моделей «не впечатлила» ювелиров, и они предпочитают изготавливать восковки традиционным способом – впрыском в формы или фрезерованием воска.
Такое различие связано:
- более высоким требованиям к качеству поверхности модели в ювелирной промышленности по сравнению со стоматологией
- окончательная механическая обработка (шлифовка, полировка) принципиально не удорожает изделие в стоматологии, ювелирной промышленности она всегда связана с потерями драгоценного металла и поэтому её желательно свести к минимуму.
- термический обжиг стоматологических форммасс производится при более высокой температуре, чем ювелирных, поэтому модель выгорает более качественно и не оставляет золы. При выжигании моделей при более низких температурах, характерных для ювелирных формасс, обеспечить полное выжигание модели труднее.
- в стоматологической промышленности ЧПУ-станки для обработки воска не получили распространения, в ювелирной они широко применяются – 3D-принтерам приходится конкурировать с хорошо изученными и привычными ЧПУ-станками.
Предыдущая статья:
Вводная статья цикла:
Следующая статья: