Много ли вы печатаете или мало, для себя или на заказ, но с рядом проблем столкнетесь неизбежно. Эти проблемы, судя по всему, присущи фотополимерной печати как таковой.
Когда я только начинал свой путь в 3D печати, то был очарован инфоцыганами и рекламой. Было ощущение, что нарисовал деталь в CAD программе, отправил на печать и ты в дамках. На деле всё оказалось, как всегда — и так, и не так. Некоторые детали печатались отлично, с некоторыми возникали огромные проблемы, и не все из них удалось преодолеть. Я печатаю в основном инженерные изделия, поэтому все мои измышления, строго говоря, применимы к «инженерке», а к художественным моделям применимы лишь отчасти. Попробую рассказать с какими проблемами я сталкивался и каким образом их решал.
1. Модель при печати сильно прилипает к пленке, отрывается с громким звуком, рвутся поддержки, модель отваливается от стола. Это наверное самая распространенная проблема. С ней сталкивались почти все, я не исключение.
Одна и та же смола в одном случае может работать нормально, а в другом начинает вести себя не подобающим образом. Либо проблемы возникают при смене смолы или после замены пленки. Еще более интересен эффект, когда мы печатаем деталь из определенной смолы, потом некоторое время её не используем, далее, например, через полгода пробуем печатать ту же деталь и у нас ничего не получается.
При детальном изучении проблема оказалась не так проста как она кажется поначалу. Дело в том, что на прилипание к пленке и к столу влияет множество факторов, которые мы порой просто не замечаем.
Вот что я выяснил на своем опыте:
- Параметры пленки со временем ухудшаются, поэтому время засветки надо подбирать под смолу каждый раз, когда вы её меняете. Правило хорошего тона: перед ответственной печатью прогоните тест и подберите время засветки. Этим вы сэкономите смолу, время и свои нервы.
- Параметры смолы со временем изменяются. Обычно в худшую сторону. Многие производители не зря указывают срок хранения. Если смолой не печатали месяц-другой, то перед ответственной печатью настоятельно рекомендую прогнать тест. Мне нравится тест от Harz Labs - https://harzlabs.ru/upload/HARZlabs_Test.stl У них есть подробное руководство как пользоваться тестом: https://harzlabs.ru/upload/nastroyka.pdf
Тест более чем адекватен. Смолы от Harz Labs тоже отличные. Очень стабильны во времени.
- Параметры принтера тоже изменяются не в лучшую сторону. 2-3 месяца интенсивной печати приводят к выгоранию LCD экрана и светодиодов — поток УФ излучения уменьшается, следовательно, время засветки смолы надо увеличивать. То есть держим в уме, что наш принтер не улучшается со временем. Тут конечно всё не так фатально, но помнить про это надо.
- Пыль. Многие принтеры имеют активное охлаждение - вентилятор. Этот вентилятор прогоняет через принтер воздух, часть пыли содержащейся в воздухе оседает на светодиодных линзах и экране, что сказывается на светопропускании не лучшим образом. Принтер необходимо чистить от пыли не только снаружи, но и внутри. Впрочем, есть и хорошо сконструированные модели, которые этого требуют редко.
- Китайские пленки (а в широком доступе есть другие?) могут различаться по светопропусканию даже в одной партии. Меняем пленку — обязательно печатаем тест и подбираем время засветки. Даже если плёнка из одного куска. Если пленка долго лежала, она могла изменить своё светопропускание;
- Время засветки, рекомендованное производителем, не следует понимать как истину в последней инстанции. Это скорее базовый параметр от которого надо начинать. Время засветки — это компромисс между отлипанием модели от пленки, качеством печати модели, временем печати, совпадением размеров детали. Встречал в интернете мнение, что если модель сильно липнет к пленке, то вы пересвечиваете смолу. Это в корне неверно! Все наоборот — смола недосвечена. Попробуйте увеличить время засветки. Оно зависит от множества параметров, но об этом поговорим ниже.
- Тест печатается отлично, а модель нет. На части модели видны «рваные» слои. Модель отлипает от пленки с громким звуком, принтер аж подпрыгивает, но на другой части модели все нормально, никаких проблем нет.

Эта проблема делится на несколько частей, которые друг с другом не всегда связаны.
Одна часть может быть связана с недостаточным временем засветки. Производители в погоне за коммерческими показателями зачастую сильно занижают время засветки своей смолы, чтобы выглядеть более конкурентными. Решение — увеличить время засветки слоев. Обычно достаточно добавить 2-3 секунды к базовому времени.
Другая часть может быть связана с самой моделью. Структура модели такая, что при печати определенных слоев возникают полости, и получается эффект присоски. В данном случае необходимо учитывать этот момент при проектировании модели, например, добавить отверстия для входа-выхода воздуха, либо расположить модель на столе по другому, если есть такая возможность.
- Модель отрывается от стола и остается в ванночке даже если не сильно прилипает к пленке.
Часто это связано с низким временем засветки базовых слоёв — это те, которые соприкасаются непосредственно со столом. Обычно время засветки таких слоёв от 30 секунд. Но бывает, что надо сделать 40 или даже 60 секунд. Здесь можно опираться на значения производителя.
Реже, но бывает — не качественная подготовка поверхности стола перед печатью. Поверхность необходимо тщательно протереть и обезжирить. Грязь, жир, отпечатки пальцев недопустимы. «Инженерка» довольно часто печатается от стола, поэтому следить за его чистотой надо с особой тщательностью.
Еще реже проблема связана с недостаточным количеством базовых слоев. Мне обычно хватает 2-3 базовых слоя, но один раз было так, что пришлось увеличить до 6. К счастью, в связи с тем, что у меня проблема очень редкая, я пока не знаю по каким признакам определить хватает или нет базовых слоев.
2. Одна модель печатается отлично, но если печатать десяток или больше, то выход годных деталей стремится к нулю.
Часто такая проблема проявляется при печати полых деталей — втулок, различных сопел, прокладок. В общем всё то, что имеет высоту и закрытый контур. Проблема связана с эффектом присоски при поднятии платформы, и с выходом воздуха при опускании.
Попробую показать на картинке:
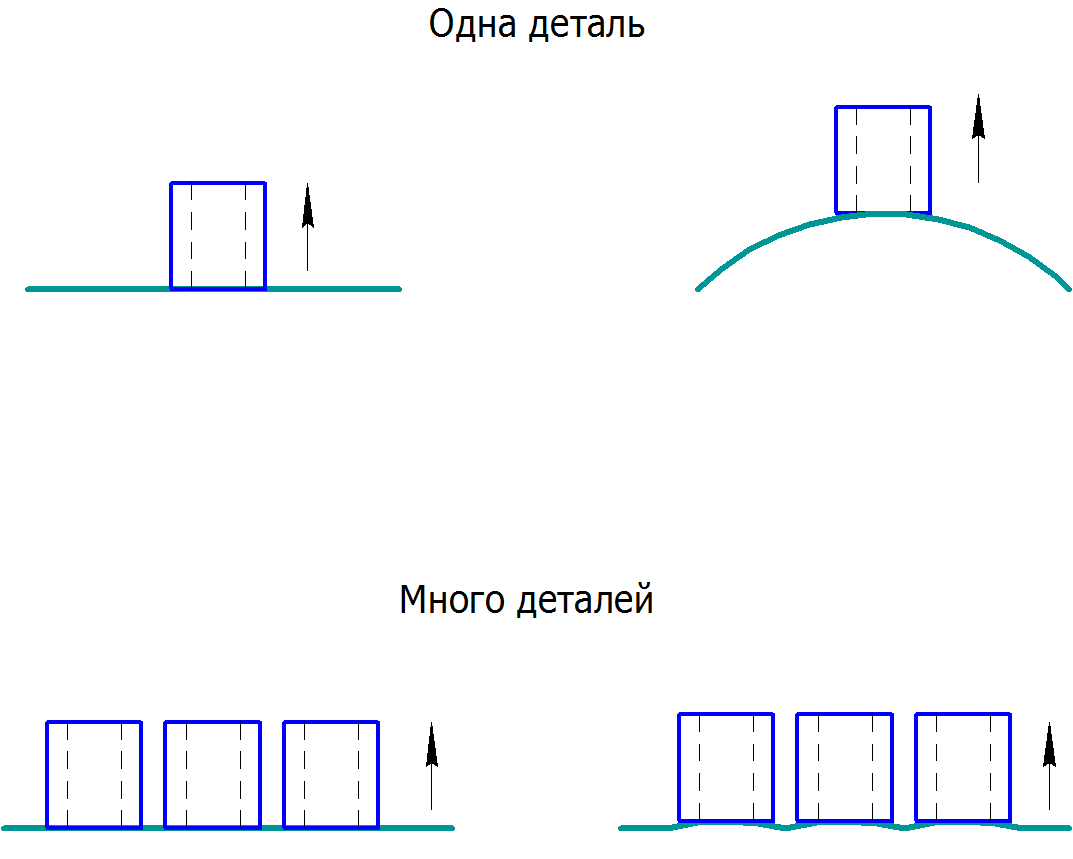
Как видно из картинки в случае с одной деталью пленка при поднятии стола изгибается большой дугой, и от краёв детали она отлипает легко и не принужденно. Тянуть такую конструкцию до отрыва детали намного легче.
В случае в большим количеством деталей мы тянем всю пленку вверх почти равномерно, образующаяся дуга маленькая, от краев детали пленка отстает неохотно. В этом случае усилие отрыва деталей от пленки может превысить силу адгезии к столу. Часто в таких случаях на пленке остается одна или несколько деталей, остальные могут допечатываться, но с изъянами. Если деталь полая, то добавьте сюда эффект присоски.
Как бороться:
- Уменьшить количество деталей. Оставшиеся сосредоточить как можно ближе к центру платформы.
- Если требования к размерам детали позволяют, то можно увеличить время засветки на 20-50%.
- Если деталь полая, то по возможности сделать отверстия для входа-выхода смолы и воздуха, так мы избежим эффекта присоски при подъеме платформы и избежим разрыва слоев при опускании.
- Если какой-либо плоскостью можно пожертвовать, то печатать с поддержками.
Есть еще и дополнительные приемы, но о них расскажу в следующей части, которая будет посвящена печати деталей с полостями.