Что-то произошло. Возможно, двигатель перегрели. ГБЦ сняли, чтобы обработать плоскость, клапаны рассухарили чтобы поменять МСК. Может и направляющие втулки заодно поменять? А надо ли?
Что бы понять надо ли, нужно померить зазор. Инструментально. Мануальное определение допустимости зазора методом шатания клапана во втулке, мягко выражаясь, неточно. Нет, конечно, если там износ миллиметр, то все, разумеется, понятно без измерений, но в менее критических случаях органолептический метод не годится.
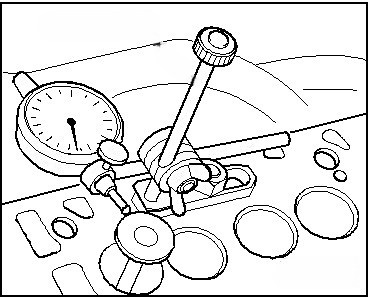
Так, как померить зазор? Существует так называемый «косвенный» метод, который почему-то рекомендуют многие руководства по ремонту двигателей. Суть его заключается в том, что клапан вставляют в направляющую втулку, так, чтобы торец клапана был вровень с кромкой направляющей втулки, затем клапан рукой качают из стороны в сторону измеряя предельные отклонения часовым индикатором (см рисунок 1).
Нам такой метод не очень нравится. Почему? Ну, хотя бы потому что совсем не всегда понятно, где взять информацию по допустимости величины отклонения клапана. Ведь для разных двигателей она разная. О вкусах, конечно, не спорят, но на наш взгляд, гораздо удобнее померить диаметр стержня клапана, диаметр отверстия в направляющей втулке и путем несложного арифметического действия вычислить зазор. А значения зазоров найти в литературе гораздо проще, чем предельно допустимые отклонения клапана при покачивании. В конце концов есть у того-же KS универсальная таблица:

Итак, давайте померим нужные диаметры и посчитаем зазор. Для примера возьмем ГБЦ двигателя Ford 2.2 дизель (см фото 1) и два клапана, соответственно впускной и выпускной (см фото 2).
Что нам понадобится? Микрометр гладкий с пределом измерений 0 - 25 мм и ценой деления 0,01 мм. Желательно еще иметь стойку (штатив) для микрометра. Это удобно, но не обязательно. Можно и без стойки обойтись (см фото 3).
Диаметры стержней клапанов будем мерить в трех плоскостях: На 5-10 мм ниже канавок под сухари, примерно в середине стержня и на 5-10 мм выше начала перехода к тарелке клапана (см фото 4).
Обычно, измеренный диаметр стержня нового клапана во всех трех точках получается одинаковый, но даже если новый клапан сделан не очень точно или если клапан б/у и имеет некоторый износ, отклонения в пределах 0,01 мм считаются допустимыми. Если же отклонения больше, такой клапан, хоть б/у, хоть новый, имеет смысл заменить.
В нашем случае, мерим новые клапаны UMpro. Результаты всех трех измерений одинаковы и это ожидаемо. Получаем, что шток выпускного клапана имеет диаметр 6.89 мм, а впускного на 0,01 мм больше, т.е. 6.90 мм. Записали.
Теперь нам понадобится цанговый нутромер. Наш нутромер имеет предел измерений от 3.7 до 7.3 мм и цену деления 0,001 мм (см фото 5). Хватило бы и цены деления 0,01 мм, но имеем, что имеем и много не мало😊. Соответственно измерения проводим при температуре воздуха +20 град. С, хотя… данные потом все-равно будем округлять до 0,01 мм, но тем не менее.
Нутромер, он ведь так устроен, что мерит относительно чего-то. Поэтому нужен нам еще калибр. Для данного случая подойдет калибр с диаметром 7.00 мм (см фото 6).
Вставляем цангу нутромера в калибр и поворачиваем лимб, так, чтобы напротив стрелки оказался 0 (см фото 7). Теперь инструмент готов к работе.
ГБЦ у нас новая, производства, как и клапанов, UMpro, надо полагать, что отверстия во втулках ровные и диаметры отверстий одинаковые. Вот, заодно и проверим! А если головка б/у? В этом случае, так или иначе в отверстиях направляющих втулок будет износ, а форму отверстие будет иметь «а-ля песочные часы» (см рисунок 2). Поэтому мерить диаметры надо в трех точках. Около верхней кромки втулки, в середине и около нижней кромки.
Так и делаем. Но в новой головке разницы наблюдаться, конечно, не должно, да и согласно измерениям, не наблюдается. Все 16 измеренных отверстий ровные и имеют одинаковые диаметры 6.94 мм (см фото 8).
Что получили? Зазоры на выпуске 6.94-6.89=0,05 мм, а на впуске 6.94-6.90=0,04 мм. Возвращаемся к таблице. Попадаем в поле допуска? Явно попадаем. Ну, вот и отлично!
Всем успехов в авторемонте и прочих благих начинаниях!