Оптимальная толщина детали, получаемой по технологии литья под высоким давлением из алюминиевых сплавов в различных сечениях должна составлять 3-5 мм. Инженер конструктор по изделиям соблюдает это правило, однако изделие может иметь большую «разнотолщинность» стенок:
- приливы
- рёбра жёсткости
- усиления
- «бобышки»
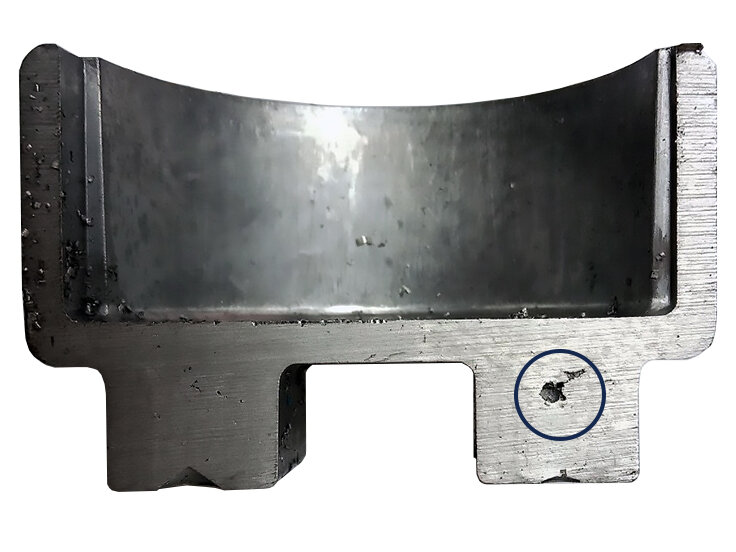
в которых при последующей механической обработке будут сверлиться отверстия и нарезаться резьба (к таким местам отливки предъявляются повышенные требования по плотности, отсутствию газовых пор и пузырьков), но именно эти места склонны к образованию выше перечисленных дефектов литья, т.к. имеют намного большую толщину, чем оптимальные 3-5 мм; после поступления расплавленного алюминия в формообразующую полость технологической оснастки, начинается процесс «кристаллизации». Быстрее всего металл остывает при соприкосновении со стенками литейной формы (в этой зоне образуется слой наиболее плотной структуры-иногда его называют «литейной корочкой») По мере остывания происходит «усадка» алюминиевого сплава и в местах наибольших утолщений отливки силумин кристаллизуется в последнюю очередь; могут возникать «усадочные раковины». При последующей обработке на станке с ЧПУ или обрабатывающем центре сверлении отверстий и нарезании резьбы в месте расположения «раковины» приводит к не исправимому «браку», и уже отлитая частично обработанная почти готовая деталь идёт обратно в переплавку; предприятие несёт затраты на двух технологических переделах - литьё под высоким давлением и механической обработке на токарных и фрезерных станках с ЧПУ.
Грамотные инженер конструктор по технологической оснастке, инженер технолог по литью алюминиевых и магниевых сплавов, наладчик, литейщик и современный автоматизированный литейный комплекс на базе машины литья под высоким давлением алюминиевых сплавов с холодной или горячей камерой прессования позволяют решить данную проблему и избежать дополнительных не обоснованных затрат на переделку «брака» из-за газовых пор и усадочных раковин в литых деталях.
Методы решения проблемы
Предположим, что несмотря на применение программы моделирующей процесс литья под высоким давлением, при проектировании литейной формы или пресс-формы после первых испытаний получены отливки с раковиной и газовыми порами, как их устранить, что необходимо сделать?
- Применение дегазатора расплава, «рафинирования» и использование флюсов снижает газовую пористость на 1-2 балла (шкала газовой пористости 0 - 5 баллов).
- Снижение температуры сплава в тигельной электрической печи - сопротивления с тиристорным регулированием на 15-30 градусов Цельсия до нижнего допустимого значения для данного конкретного сплава уменьшает количество и размер усадочных пор и раковин.
- Изменения режимов литья под давлением в зависимости от технологических возможностей машины литья под давлением влияет напрямую на количество и размер дефектов литья. Скорость заливки на машинах литья под давлением предыдущих поколений, таких как 711А07, 711А08, 711А09, 711А10 произведённых в восьмидесятых годах и находящихся в эксплуатации до настоящего времени составляет не более 2-3 м/с или машина способна работать только в режиме «свободной заливки». Скорость заливки на машинах литья под давлением большинства современных производителей составляет до 6 м/с или выполненных по спецзаказу до 8 м/с. Скорость заливки на машинах литья под давлением ОЛДЭНГ плавно регулируется до 12 м/с в стандартном исполнении, повышение скорости прямо влияет на плотность получаемой отливки даже в её «сложных местах».
- Изменение давления прессования, продолжительности, времени начала и окончания фаз прессования снижают размеры и количество пор, раковин и других дефектов литья. В литьевых машинах третьего поколения европейских и азиатских производителей в системе управления и контроля используются один пропорциональный клапан на «входе» и один сервоклапан на «выходе», тем самым обеспечивается один канал обратной связи, потому что пропорциональный клапан только управляет, но не передаёт обратную связь. В систему цифрового управления машин литья под давлением с холодной и горячей камерой прессования четвёртого поколения ОЛДЭНГ включены три сервоклапана обеспечивающие три канала обратной связи. Два сервоклапана установленные на "входе" управляют фазами «быстрой заливки» и «подпрессовки», а сервоклапан установленный на «выходе» отвечает за возврат масла в гидравлический бак машины литья под высоким давлением. Регулируя скорость и давление во время фазы «быстрой заливки» в зависимости от конфигурации отливки и используемого сплава например АК12ПЧ, АК9, АК8М и др. Поры и усадочные раковины устраняются полностью. Увеличивая «подпрессовку» в момент остывания и «кристаллизации» отливки в формообразующий полости, подаётся дополнительное количество металла, которое позволяет компенсировать «усадку» в том числе в объёмных местах отливки и не допустить образование усадочных раковин.
- В прессформе с раковинами и порами можно и нужно бороться увеличением размеров и количества промывников в проблемных зонах отливки. Для снижения производственных затрат рационально применять технологию «не вскрытых промывников». Промывники фрезеруются в полуматрицах формы в «сыром виде» до термообработки (закаливания) в максимально возможном количестве и объёме , а каналы отвода шлаков и излишнего сплава фрезеруются только к части из них, после чего производится термообработка матриц и пуансонов для повышения твёрдости, красностойкости и абразивной стойкости, после испытания формы , при необходимости быстро добавить каналы в нужных местах к уже готовым промывникам - их не надо фрезеровать твердосплавным инструментом на обрабатывающем центре с ЧПУ или выжигать электродом на электроэрозионный станке , не смотря на то, что матрица, пуансон и другие формообразующий части формы уже термообработаны (закалены) и имеют высокую твёрдость.
- Вторым способом борьбы является создание дополнительных «выпоров» для выхода газов из «глухих мешков» формообразующей полости и увеличение сечения существующих «выпоров» за счёт увеличения их ширины при сохранении глубины 0,05 мм.
- Изменение литниковый системы: расположение «питателей» и подвод литников направляют струю расплавленного алюминиевого сплава с минимальным сопротивлением и минимальной турбулентностью, идеальным является ламинарное течение расплава.
- Изменение подвода питателей и литника к формообразующей полости прессформы направляет струю расплава без завихрений и уменьшает «прогар» пуансона от удара струёй.
- Снижение толщины «бобышек» можно добиться искусственным путём, снижая массу металла в самом центре проблемной зоны за счёт применения «знаков» или вставок в том случае, если «бобышках» при последующей механической обработке отливки будет сверлиться отверстие и нарезаться резьба.
Комплексное применение всех выше перечисленных технологических мер, методов и приёмов позволит устранить такие дефекты литья, как газовые поры и усадочные раковины и получать качественные отливки из различных алюминиевых сплавов методом литья под высоким давлением с минимальными производственными затратами.
https://oldeng.ru/nashi-brendi/oldeng/mashini-litja-pod-visokim-davleniem-metallov-oldjeng